En esencia, la ventaja y desventaja entre la compactación isostática y los métodos tradicionales es una elección estratégica: intercambiar costos iniciales más altos y tiempos de ciclo más lentos por componentes con densidad, uniformidad y capacidades de formas complejas superiores. El prensado isostático sobresale donde la integridad y el rendimiento del material no son negociables, mientras que los métodos tradicionales como el prensado uniaxial en troquel a menudo ganan en velocidad de producción y rentabilidad para geometrías más simples.
La decisión de utilizar la compactación isostática depende de su objetivo principal. Mientras que el prensado tradicional está optimizado para la producción de alto volumen de formas simples, la compactación isostática es la opción superior para componentes críticos de alto rendimiento donde las propiedades uniformes del material y la complejidad geométrica son primordiales.

La Ventaja Fundamental: Presión Uniforme
Para comprender las ventajas y desventajas, primero debe comprender la diferencia principal en cómo se aplica la presión. Los métodos tradicionales son típicamente uniaxiales, empujando un polvo desde una o dos direcciones dentro de un troquel rígido. El prensado isostático es fundamentalmente diferente.
Cómo funciona el prensado isostático
La compactación isostática implica colocar el polvo en un molde flexible y sumergirlo en un fluido dentro de una cámara de alta presión. Luego, la presión se aplica al fluido, que la transmite de manera uniforme y simultánea desde todas las direcciones hacia el molde.
Este proceso se puede realizar a diferentes temperaturas:
- Prensado Isostático en Frío (CIP): Realizado a temperatura ambiente.
- Prensado Isostático en Caliente (WIP): Utiliza un medio líquido calentado para materiales que se benefician de temperaturas elevadas durante la compactación.
- Prensado Isostático en Caliente (HIP): Utiliza alta presión y alta temperatura simultáneamente, lo que permite la densificación completa y la curación de defectos internos.
El Impacto en la Densidad y la Uniformidad
En el prensado tradicional en troquel, la fricción entre el polvo y las paredes rígidas del troquel crea gradientes de densidad significativos. La pieza es más densa cerca de la cara del punzón y menos densa en el medio y en las esquinas.
El prensado isostático elimina la fricción de la pared del troquel. Debido a que la presión se aplica uniformemente desde todos los lados, da como resultado una densidad mucho más uniforme en todo el componente. Esto también permite densidades generales más altas a una presión de compactación dada.
Desbloqueando la Libertad Geométrica
Los métodos tradicionales están limitados por las limitaciones de un juego de troqueles rígidos. Las formas complejas, los socavados o las relaciones altas de longitud a diámetro son difíciles o imposibles de producir.
Debido a que el prensado isostático utiliza un molde flexible, ofrece una gran flexibilidad de forma. Esto permite la producción de componentes altamente complejos con características internas y externas intrincadas, creando a menudo una "forma cercana a la final" que requiere un procesamiento posterior mínimo.
Análisis de las Mejoras de Rendimiento
La presión uniforme de la compactación isostática se traduce directamente en mejoras medibles en el rendimiento y la fiabilidad de los componentes.
Propiedades Mecánicas Superiores
La densidad uniforme y alta lograda mediante el prensado isostático da como resultado componentes con resistencia uniforme y propiedades mecánicas predecibles en todas las direcciones. Esto reduce las tensiones internas y los puntos débiles, lo cual es especialmente crítico para piezas hechas de materiales quebradizos como cerámicas o polvos finos.
Curación de Defectos Internos con HIP
El Prensado Isostático en Caliente (HIP) es único en su capacidad para cerrar y eliminar la porosidad interna o los vacíos dentro de una pieza fundida o compactada. La combinación de alto calor y presión puede incluso formar enlaces metalúrgicos, curando eficazmente los defectos internos y mejorando drásticamente la vida a la fatiga y la integridad estructural.
Posibilitando Diseños Más Ligeros y Fuertes
Con propiedades de material más uniformes y predecibles, los ingenieros pueden diseñar componentes con mayor confianza. Esto elimina la necesidad de "diseñar en exceso" piezas con material adicional para compensar posibles puntos débiles, lo que permite el diseño de componentes más ligeros y eficientes que aún cumplen con rigurosos estándares de rendimiento.
Comprendiendo las Ventajas, Desventajas y Costos
La calidad superior de las piezas prensadas isostáticamente tiene un costo. Comprender estos inconvenientes es crucial para tomar una decisión informada.
Mayores Costos de Equipos y Herramientas
Las prensas isostáticas son recipientes de alta presión, lo que representa una inversión de capital significativamente mayor que una prensa mecánica o hidráulica estándar. Si bien los moldes flexibles pueden ser menos costosos que los troqueles de acero endurecido para tiradas cortas, el costo general del equipo es una consideración importante.
Tiempos de Ciclo Más Lentos
El proceso de cargar el molde, sellar el recipiente, presurizar, despresurizar y descargar es intrínsecamente más lento que la acción de estampado rápido de una prensa tradicional. Esto resulta en una menor eficiencia de producción y un mayor costo por pieza, lo que lo hace menos adecuado para componentes de gran volumen y tipo "commodity".
Prensado Tradicional: Cuando la Velocidad es la Reina
Para formas simples como arandelas, bujes o tabletas básicas donde las variaciones menores de densidad son aceptables, el prensado uniaxial tradicional es mucho más económico. Su alta velocidad y menor costo de equipo lo convierten en la elección indiscutible para la producción en masa donde el rendimiento máximo del material no es el principal impulsor.
Tomando la Decisión Correcta para su Objetivo
Seleccionar el proceso correcto requiere alinear las fortalezas de la tecnología con las necesidades específicas de su proyecto.
- Si su enfoque principal es la producción de alto volumen y bajo costo: El prensado tradicional en troquel es la opción más lógica y rentable para geometrías simples.
- Si su enfoque principal es el máximo rendimiento y fiabilidad: El prensado isostático, especialmente el HIP, es la elección definitiva para componentes críticos donde el fallo no es una opción.
- Si su enfoque principal es crear geometrías complejas: El prensado isostático proporciona la libertad de diseño para producir formas cercanas a la final que son imposibles de lograr con troqueles rígidos.
Al comprender esta ventaja y desventaja fundamental entre velocidad y costo versus rendimiento y complejidad, puede seleccionar con confianza el proceso de fabricación que se alinea perfectamente con los requisitos técnicos y los objetivos comerciales de su componente.
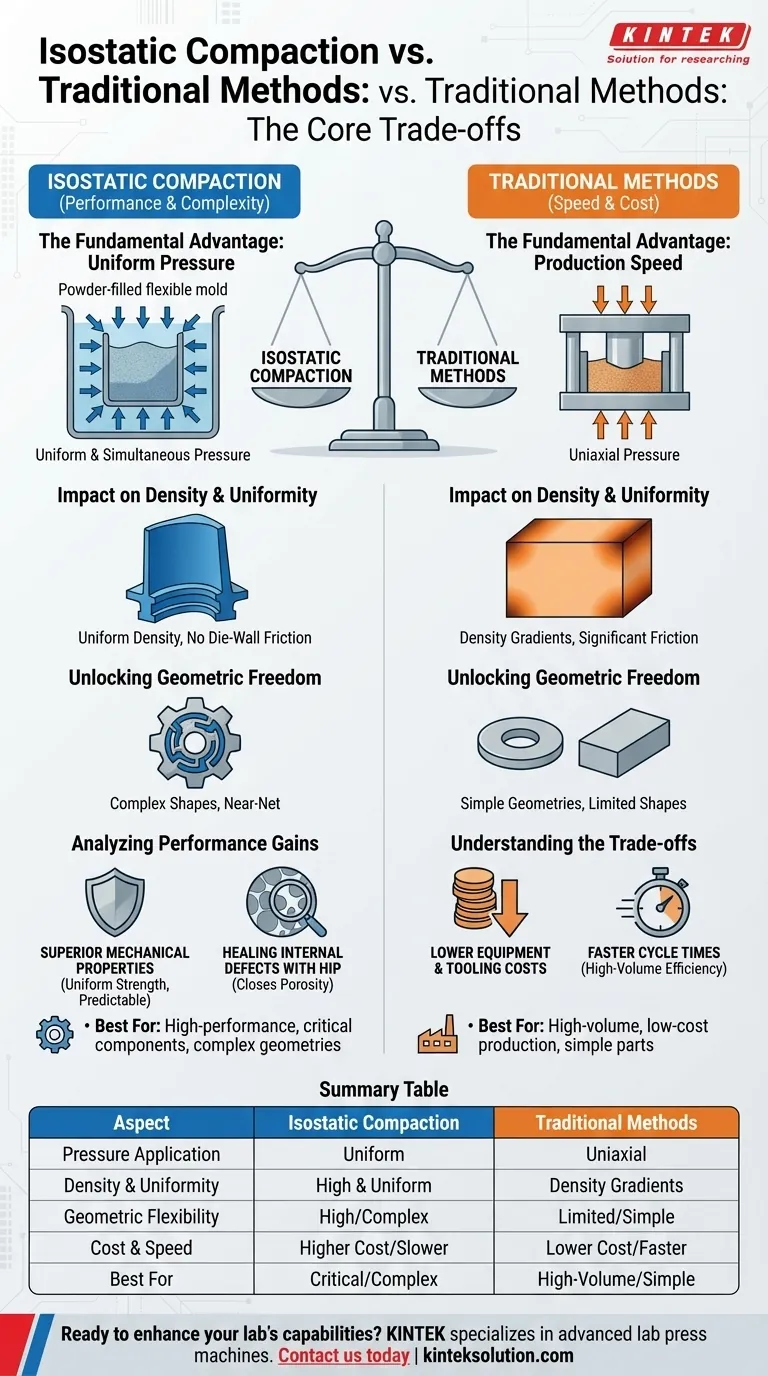
Tabla Resumen:
| Aspecto | Compactación Isostática | Métodos Tradicionales |
|---|---|---|
| Aplicación de Presión | Uniforme desde todas las direcciones | Uniaxial (una o dos direcciones) |
| Densidad y Uniformidad | Alta y uniforme en todo momento | Gradientes de densidad, menos uniforme |
| Flexibilidad Geométrica | Alta (formas complejas, casi netas) | Limitada (geometrías simples) |
| Costo y Velocidad | Mayor costo, tiempos de ciclo más lentos | Menor costo, producción más rápida |
| Mejor para | Componentes críticos de alto rendimiento | Piezas simples de alto volumen |
¿Listo para mejorar las capacidades de su laboratorio con la solución de compactación adecuada? KINTEK se especializa en prensas de laboratorio avanzadas, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, adaptadas para satisfacer las necesidades de su laboratorio. Ya sea que esté produciendo componentes de alto rendimiento u optimizando la rentabilidad, nuestra experiencia garantiza una densidad, uniformidad y formas complejas superiores. Contáctenos hoy para discutir cómo nuestras soluciones pueden impulsar su éxito.
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
La gente también pregunta
- ¿Por qué es necesaria una prensa isostática en frío (CIP) después de un prensado uniaxial? Lograr transparencia en cerámicas de Nd:Y2O3
- ¿Cómo facilita una prensa isostática en frío (CIP) la preparación de cuerpos en verde de carburo de silicio (SiC) dopado con CaO?
- ¿Cómo aumenta la prensa isostática en frío (CIP) la densidad de corriente Bi-2223/Ag? Potencie la superconductividad con presión uniforme
- ¿Para qué tipos de materiales y aplicaciones son especialmente beneficiosos los sistemas automatizados de CIP? Desbloquee la pureza y las formas complejas
- ¿Qué tipos de equipos existen para el prensado isostático en frío?Explore las soluciones CIP para laboratorios y producción







