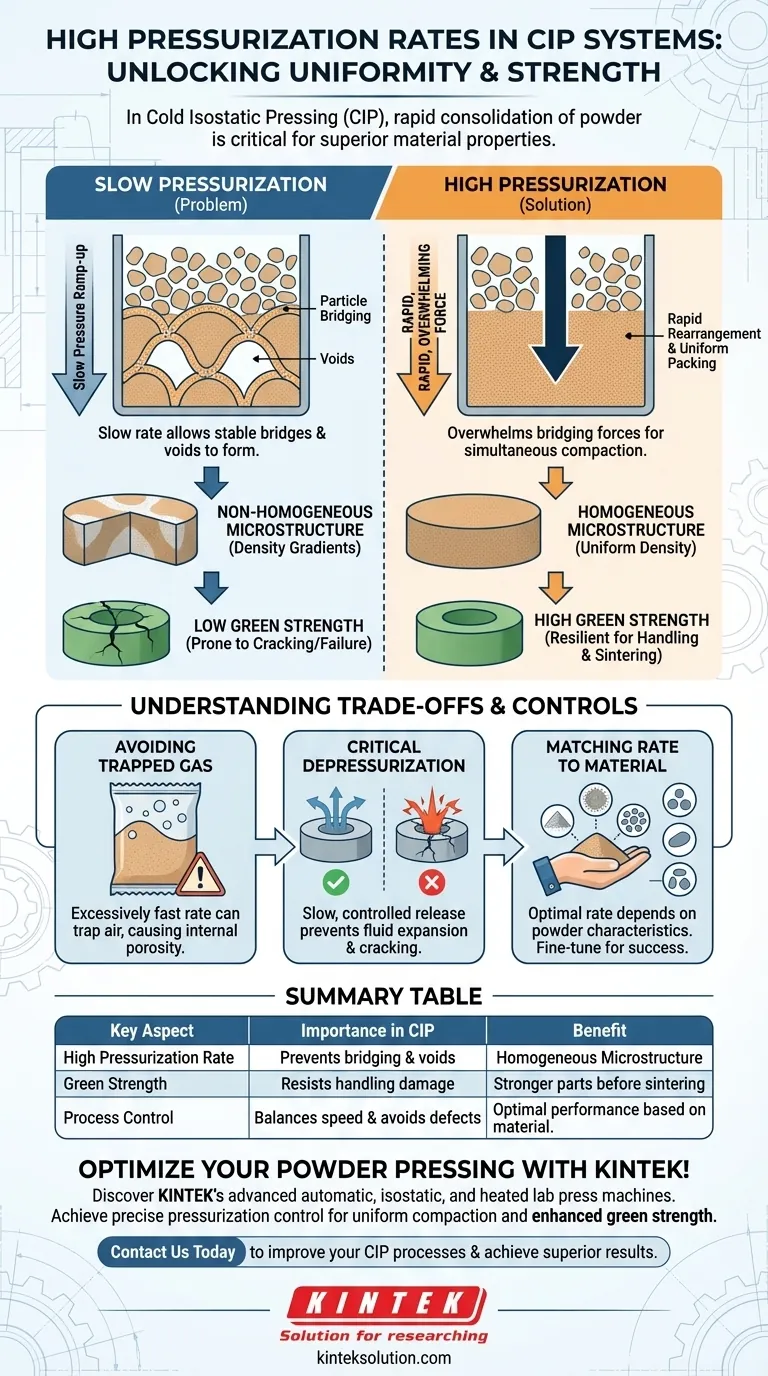
En el Prensado Isostático en Frío (CIP), las altas tasas de presurización son críticas porque aseguran la consolidación rápida y uniforme de la masa de polvo. Esta velocidad previene la formación de gradientes de densidad, lo que conduce directamente a una microestructura más homogénea y a una resistencia en verde significativamente mayor en el componente prensado.
El problema central en el prensado de polvo es evitar la compactación no uniforme, que crea puntos débiles internos. Una alta tasa de presurización supera esto forzando un reordenamiento casi simultáneo de todas las partículas de polvo, bloqueándolas en un estado densamente uniforme antes de que puedan formarse defectos como vacíos y puentes.

La Mecánica de la Compactación Uniforme
Para comprender la importancia de una alta tasa de presurización, primero debe comprender cómo se comporta el polvo bajo presión. El objetivo es transformar un polvo suelto en un objeto denso y sólido con propiedades uniformes.
El Problema: Formación de Puentes de Partículas y Vacíos
Antes de aplicar la presión total, las partículas de polvo individuales pueden entrelazarse para formar arcos o "puentes" sobre pequeños espacios vacíos. Este es un fenómeno natural, similar a cómo los granos de arena pueden formar un arco estable en un reloj de arena.
Estos puentes crean vacíos dentro de la masa de polvo. Si la presión se aplica demasiado lentamente, puede fortalecer y estabilizar estos puentes, compactando el material alrededor de ellos.
Cómo una Presurización Lenta Crea Defectos
Una rampa de presión lenta permite que estos puentes de partículas se establezcan. A medida que la presión aumenta gradualmente, bloquea estos vacíos y las variaciones de densidad asociadas.
El resultado es un componente con una microestructura no homogénea. Contiene áreas de alta y baja densidad, que actúan como concentradores de tensión y se convierten en los puntos de origen de grietas y fallas en la pieza final.
La Solución: Fuerza Rápida y Abrumadora
Una alta tasa de presurización previene eficazmente este proceso. Al aplicar una presión inmensa y uniforme desde todas las direcciones muy rápidamente, el sistema supera las fuerzas interparticulares que forman los puentes.
Esto provoca un colapso y un reordenamiento rápido, similar a un fluido, de toda la masa de polvo a la vez. Las partículas no tienen tiempo de formar arcos estables; en cambio, son forzadas inmediatamente a una disposición de empaquetamiento mucho más densa y uniforme.
El Resultado: Homogeneidad y Resistencia en Verde
Este empaquetamiento uniforme crea una microestructura homogénea. Debido a que no hay gradientes de densidad significativos o vacíos incorporados, la pieza "verde" resultante (el componente antes de la sinterización) es mucho más fuerte.
Esta resistencia en verde es crucial. Permite que la pieza sea manipulada, mecanizada y transportada al horno de sinterización sin astillarse, agrietarse o romperse.
Entendiendo los Compromisos y Controles
Si bien una tasa "alta" es beneficiosa, el perfil de presurización es un parámetro de proceso controlado, no simplemente una cuestión de "más rápido siempre es mejor".
Evitar el Gas Atrapado
Si la tasa de presurización es excesivamente rápida para un polvo o geometría de pieza determinada, puede atrapar aire residual de la bolsa de polvo. Esto puede provocar porosidad interna que no se elimina durante la sinterización. La tasa ideal es rápida, pero controlada, permitiendo que cualquier gas atrapado escape.
El Papel Crítico de la Despresurización
La tasa de despresurización es igual de crítica, si no más. Si la presión se libera demasiado rápido, cualquier fluido que haya permeado la porosidad superficial de la pieza puede expandirse violentamente, causando grietas o incluso una falla catastrófica del componente.
Adaptar la Tasa al Material
La tasa de presurización óptima no es un valor único; depende de las características del polvo. Factores como el tamaño de partícula, la forma y el tipo de material influyen en cómo fluye y se compacta el polvo. Ajustar la tasa para su material específico es clave para la optimización del proceso.
Tomando la Decisión Correcta para su Objetivo
Su estrategia de presurización debe alinearse directamente con sus objetivos de producción.
- Si su enfoque principal es la máxima densidad y resistencia: Una tasa de presurización rápida es su herramienta más poderosa para crear un cuerpo verde uniforme y libre de defectos, lo cual es el requisito previo para una pieza final de alto rendimiento.
- Si está solucionando problemas de agrietamiento o piezas de baja densidad: Su tasa de presurización es un sospechoso principal. Analícela para asegurarse de que sea lo suficientemente rápida para prevenir la formación de puentes pero lo suficientemente controlada para evitar el atrapamiento de gas.
- Si está procesando geometrías altamente complejas: Es posible que necesite optimizar el perfil de rampa de presión para asegurar que la presión se aplique uniformemente en características intrincadas sin crear tensión localizada.
Dominar el ciclo de presurización es fundamental para aprovechar todo el potencial del Prensado Isostático en Frío.
Tabla Resumen:
| Aspecto Clave | Importancia en los Sistemas CIP |
|---|---|
| Alta Tasa de Presurización | Previene la formación de puentes de partículas y vacíos, permitiendo la consolidación uniforme del polvo para una microestructura homogénea. |
| Resistencia en Verde | Resulta en piezas más fuertes que resisten el agrietamiento durante la manipulación antes de la sinterización. |
| Control del Proceso | Equilibra la velocidad para evitar el gas atrapado y asegura un rendimiento óptimo basado en las propiedades del material. |
¡Optimice el prensado de polvo de su laboratorio con las prensas de laboratorio avanzadas de KINTEK! Ya sea que necesite una prensa de laboratorio automática, una prensa isostática o una prensa de laboratorio calentada, nuestras soluciones brindan un control preciso de la presurización para una compactación uniforme y una mayor resistencia en verde. Contáctenos hoy para discutir cómo podemos mejorar sus procesos CIP y lograr resultados superiores para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Molde cilíndrico de prensa de calentamiento eléctrico para laboratorio
La gente también pregunta
- ¿Para qué tipos de materiales y aplicaciones son especialmente beneficiosos los sistemas automatizados de CIP? Desbloquee la pureza y las formas complejas
- ¿Cuáles son las ventajas del proceso de Prensado Isostático en Frío (CIP) para LSMO? Lograr una densidad libre de defectos
- ¿Por qué es necesaria una prensa isostática en frío (CIP) después de un prensado uniaxial? Lograr transparencia en cerámicas de Nd:Y2O3
- ¿Cuál es la función principal de una Prensa Isostática en Frío (CIP) en la preparación de NASICON? Alcanzar el 96% de la Densidad Teórica
- ¿Qué tipos de equipos existen para el prensado isostático en frío?Explore las soluciones CIP para laboratorios y producción




