El Prensado Isostático en Frío (CIP) es una técnica de fabricación utilizada para procesar cerámicas de alúmina en componentes complejos y de alta densidad mediante la aplicación de presión líquida uniforme a material en polvo.
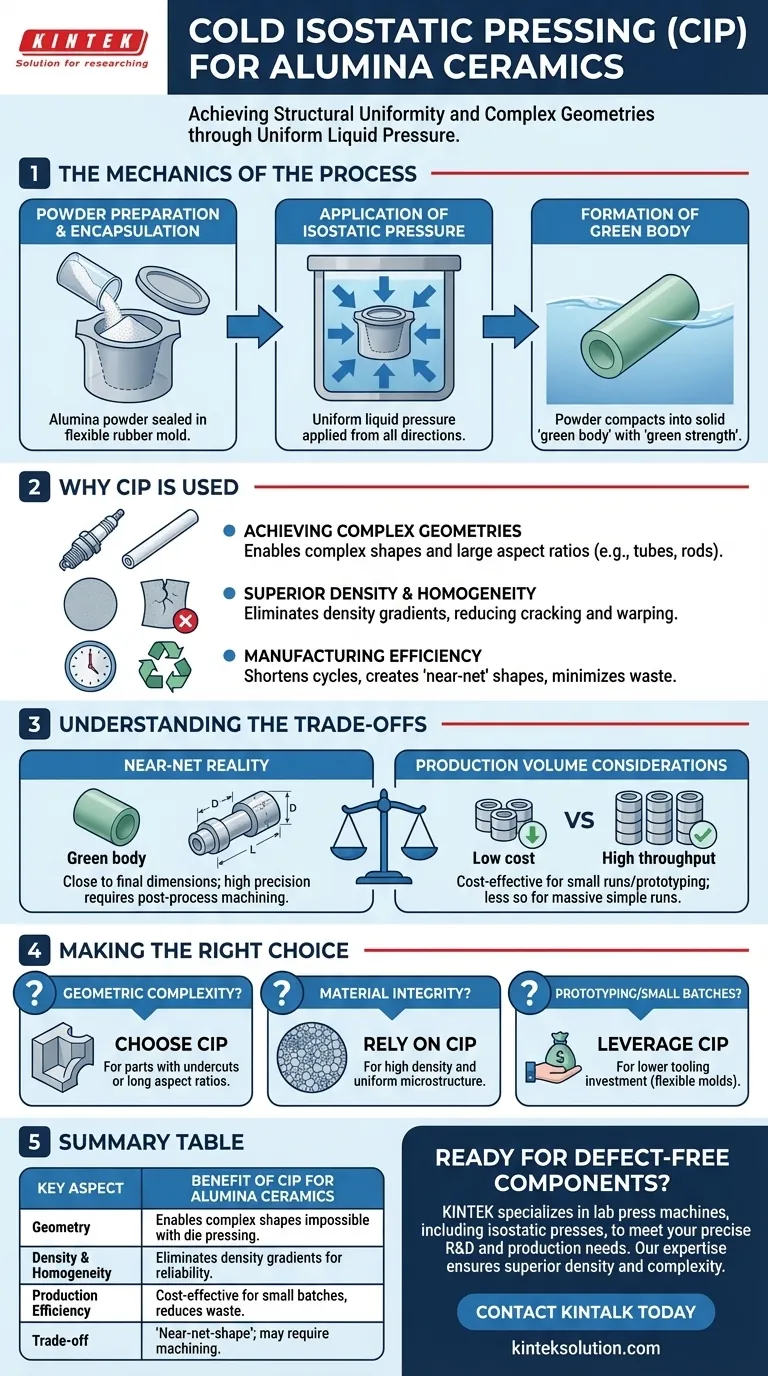
En este proceso, el polvo de alúmina —generalmente alúmina Bayer molida o secada por atomización— se sella dentro de un molde flexible, como una bolsa de goma. El molde se sumerge en un medio líquido donde se aplica una alta presión isotrópica desde todas las direcciones, compactando el polvo en un "cuerpo en verde" sólido listo para la sinterización. Este método es el estándar para producir piezas intrincadas, como aislantes de bujías, que no se pueden lograr mediante prensado uniaxial en matriz.
La Idea Clave El CIP no es simplemente una herramienta de conformado; es un método para lograr uniformidad estructural. Al eliminar la fricción y los gradientes de densidad inherentes al prensado mecánico, el CIP produce componentes de alúmina con una consistencia interna superior, lo que permite una contracción predecible y una alta fiabilidad mecánica en el producto sinterizado final.
La Mecánica del Proceso
Preparación y Encapsulación del Polvo
El proceso comienza con la preparación de la materia prima, generalmente alúmina Bayer. Este polvo se encapsula en un molde de conformado flexible (a menudo de goma o elastómero) que actúa como barrera entre el polvo y el fluido presurizador.
Aplicación de Presión Isostática
Una vez sellado, el molde se somete a una presión hidrostática uniforme utilizando un medio líquido. A diferencia del prensado uniaxial, que aplica fuerza desde uno o dos ejes, el CIP aplica fuerza igual desde todas las direcciones.
Formación del Cuerpo en Verde
Esta presión omnidireccional compacta el polvo suelto en un sólido coherente conocido como "cuerpo en verde". Esta forma precompactada posee suficiente "resistencia en verde" para ser manipulada y procesada posteriormente sin desmoronarse.
Por Qué se Utiliza el CIP para Cerámicas de Alúmina
Logro de Geometrías Complejas
El prensado en matriz estándar se limita a formas simples. El CIP permite la creación de componentes con geometrías complejas y altas relaciones de aspecto (mayores de 2:1), como tubos o varillas largas.
Densidad y Homogeneidad Superiores
La principal ventaja técnica del CIP es la eliminación de gradientes de densidad. Debido a que la presión se aplica de manera uniforme, la distribución de tensiones internas es uniforme, lo que reduce significativamente el riesgo de grietas o deformaciones durante la etapa posterior de cocción (sinterización).
Eficiencia de Fabricación
El CIP puede acortar los ciclos de procesamiento generales al eliminar pasos específicos, como el secado o la quema del aglutinante. Además, la capacidad de crear formas "casi finales" minimiza el desperdicio de material y reduce la cantidad de mecanizado posterior a la producción requerido.
Comprensión de las Compensaciones
La Realidad de la "Forma Casi Final"
Si bien el CIP se describe como una tecnología de "forma casi final", es importante reconocer que produce piezas que están *cerca* de las dimensiones finales pero no son exactas. Las tolerancias de alta precisión generalmente aún requieren mecanizado después de que se forma el cuerpo en verde o después de la sinterización.
Consideraciones sobre el Volumen de Producción
El CIP se destaca por ser rentable para tiradas de producción pequeñas debido a los menores costos de los moldes en comparación con las matrices de metal rígidas. Sin embargo, para tiradas masivas de formas muy simples, otros métodos podrían ofrecer un mayor rendimiento.
Tomar la Decisión Correcta para su Objetivo
Si está evaluando si integrar el Prensado Isostático en Frío en su línea de producción de alúmina, considere sus requisitos específicos:
- Si su enfoque principal es la Complejidad Geométrica: Elija CIP para piezas con socavados, altas relaciones de aspecto o formas irregulares que las matrices rígidas no pueden liberar.
- Si su enfoque principal es la Integridad del Material: Confíe en el CIP para producir componentes que requieran alta densidad y microestructura uniforme para prevenir fallas en aplicaciones exigentes.
- Si su enfoque principal es la Prototipación o Lotes Pequeños: Aproveche el CIP para minimizar la inversión en herramientas, ya que los moldes de goma flexibles son significativamente más baratos que las matrices de metal de alta precisión.
En última instancia, el CIP es la elección definitiva cuando la limitación estructural de la pieza supera la velocidad de producción, ofreciendo un camino hacia cerámicas de alúmina densas y sin defectos.
Tabla Resumen:
| Aspecto Clave | Beneficio del CIP para Cerámicas de Alúmina |
|---|---|
| Geometría | Permite formas complejas (p. ej., tubos largos, socavados) imposibles con prensado en matriz. |
| Densidad y Homogeneidad | Elimina gradientes de densidad para una contracción uniforme y alta fiabilidad mecánica. |
| Eficiencia de Producción | Rentable para prototipos/lotes pequeños; reduce el mecanizado y el desperdicio de material. |
| Compensación | Proceso de "forma casi final"; las tolerancias finales de alta precisión pueden requerir mecanizado. |
¿Listo para producir componentes de alúmina complejos y sin defectos?
KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas isostáticas, para satisfacer sus necesidades precisas de I+D y producción. Nuestra experiencia garantiza que logre la densidad superior y la complejidad geométrica que sus proyectos exigen.
Contacte a KINTALK hoy para discutir cómo nuestras soluciones pueden mejorar su proceso de fabricación de cerámica.
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Por qué son importantes las altas tasas de presurización en los sistemas CIP automatizados? Lograr una densidad superior del material
- ¿Por qué se aplica el prensado isostático en frío (CIP) después del prensado uniaxial? Optimizar la densidad del precursor superconductor
- ¿Para qué tipos de materiales y aplicaciones son especialmente beneficiosos los sistemas automatizados de CIP? Desbloquee la pureza y las formas complejas
- ¿Cuál es la función principal de una Prensa Isostática en Frío (CIP) en la preparación de NASICON? Alcanzar el 96% de la Densidad Teórica
- ¿Cómo facilita una prensa isostática en frío (CIP) la preparación de cuerpos en verde de carburo de silicio (SiC) dopado con CaO?










