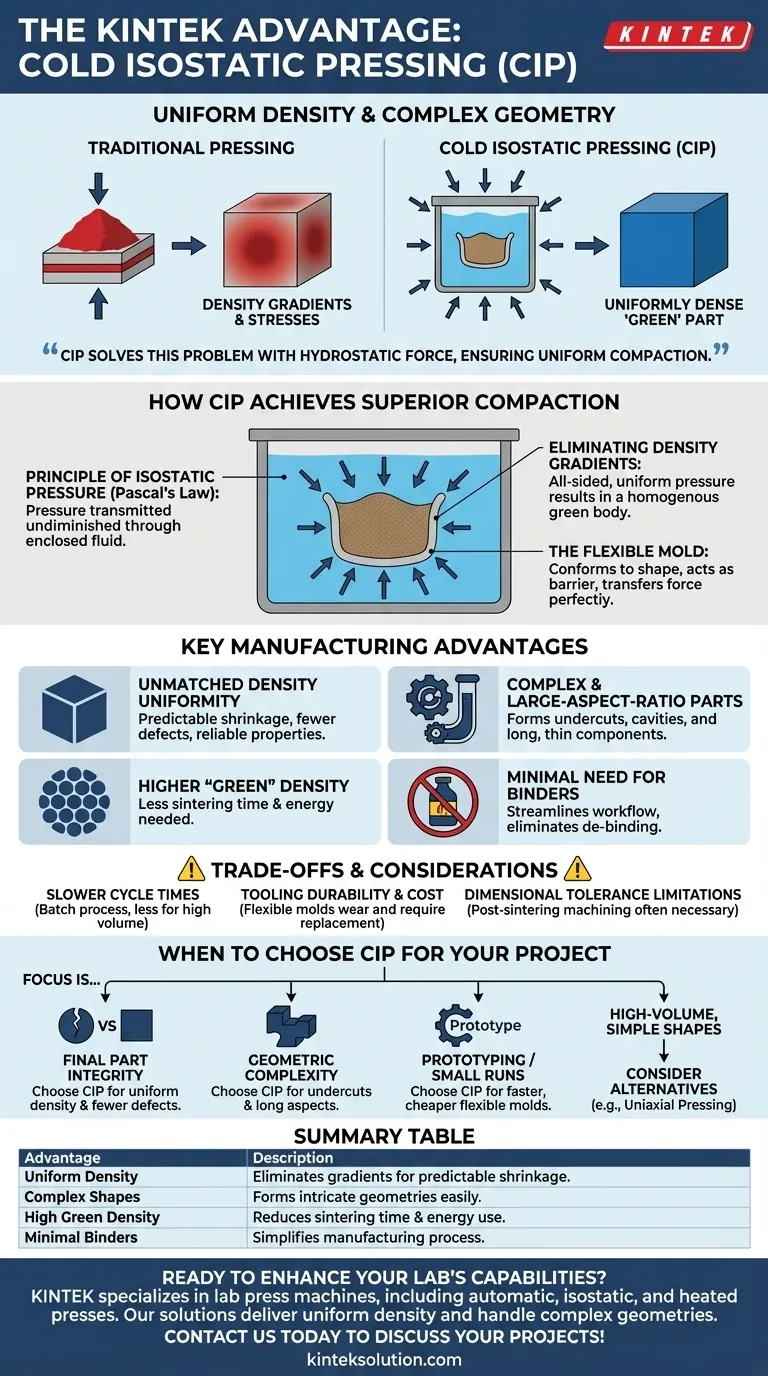
Cuando la densidad uniforme y la geometría compleja son innegociables, el Prensado Isostático en Frío (CIP) ofrece una ventaja distintiva sobre los métodos de prensado tradicionales. Al aplicar presión líquida de manera uniforme desde todas las direcciones, el CIP compacta los polvos en una forma sólida con una densidad excepcionalmente uniforme. Este proceso sobresale en la creación de formas intrincadas y componentes de alta relación de aspecto que son difíciles o imposibles de producir con otras técnicas de consolidación.
Los métodos de compactación tradicionales, como presionar desde una o dos direcciones, crean inherentemente gradientes de densidad y tensiones internas. El Prensado Isostático en Frío resuelve este problema fundamental utilizando fuerza hidrostática, lo que da como resultado una pieza "en verde" uniformemente densa que se contrae de manera predecible durante la sinterización final.

Cómo logra el CIP una compactación superior
La eficacia del Prensado Isostático en Frío radica en un principio fundamental de la dinámica de fluidos que lo distingue del prensado mecánico.
El principio de la presión isostática
El proceso opera según la Ley de Pascal, que establece que la presión aplicada a un fluido confinado se transmite sin disminuir a cada porción del fluido y a las paredes del recipiente contenedor.
En el CIP, el polvo se sella en un molde de elastómero flexible y se sumerge en un líquido. Cuando la cámara se presuriza, esa presión actúa sobre el molde uniformemente desde todas las direcciones, compactando el polvo de manera uniforme.
Eliminación de gradientes de densidad
El prensado uniaxial, que implica un pistón que empuja el polvo hacia una matriz rígida, crea zonas de alta densidad cerca de las caras del punzón y zonas de menor densidad en el centro y las esquinas de la pieza. Estos gradientes provocan deformaciones, grietas y una contracción impredecible durante la sinterización.
El CIP evita completamente este problema. La presión uniforme aplicada por todos los lados asegura que cada parte del compactado de polvo se comprima a la misma velocidad, lo que resulta en un cuerpo verde homogéneo.
El papel del molde flexible
El molde generalmente está hecho de uretano, caucho u otro elastómero. Esta flexibilidad es clave, ya que permite que la presión hidrostática se adapte perfectamente a la forma deseada del componente, sin importar cuán intrincada sea. Actúa como barrera entre el polvo y el líquido de presurización mientras transfiere la fuerza a la perfección.
Las ventajas clave para la fabricación
La física única del CIP se traduce en varios beneficios de fabricación críticos para polvos metálicos, cerámicos, plásticos y compuestos.
Uniformidad de densidad inigualable
Esta es la principal ventaja del CIP. Un cuerpo verde uniformemente denso se contrae de manera predecible y uniforme durante la sinterización, lo que reduce significativamente la falla de las piezas debido a grietas, distorsión o deformación. Esto conduce a mayores rendimientos y propiedades finales más fiables.
Formación de piezas complejas y de alta relación de aspecto
Debido a que la presión no se aplica desde una dirección fija, el CIP puede producir piezas con geometrías complejas, socavados y cavidades internas. También sobresale en la creación de componentes largos y delgados como tubos o varillas, que probablemente se fracturarían o tendrían problemas de densidad graves si se hicieran en una prensa tradicional.
Logro de una mayor densidad "en verde"
La inmensa presión uniforme (a menudo 400 MPa o superior) compacta el polvo más cerca de su densidad máxima de empaquetamiento. Esta alta densidad inicial "en verde" significa que se requiere menos contracción durante la etapa final de sinterización, lo que ahorra energía y tiempo de proceso.
Mínima necesidad de aglutinantes
Muchos procesos de compactación de polvo tradicionales requieren aglutinantes de cera o polímero para dar resistencia a la pieza verde, que luego deben quemarse en un paso de "desaglutinación" delicado y que consume mucho tiempo. El CIP compacta el polvo de manera tan efectiva que la necesidad de estos aglutinantes a menudo se reduce o elimina, optimizando el flujo de trabajo general.
Comprensión de las compensaciones y consideraciones
Aunque es potente, el CIP no es la solución universal para todas las necesidades de compactación de polvos. Comprender sus limitaciones es crucial para tomar una decisión informada.
Tiempos de ciclo más lentos
El CIP es inherentemente un proceso por lotes. Los pasos de cargar el polvo, sellar el molde, colocarlo en el recipiente, la presurización, la despresurización y la descarga consumen significativamente más tiempo que el prensado uniaxial automatizado y de alta velocidad. Esto lo hace menos adecuado para la producción de muy alto volumen de formas simples.
Durabilidad y coste de las herramientas
Los moldes de elastómero flexibles son las "herramientas" para el CIP. Estos moldes tienen una vida útil finita y se desgastarán, rasgarán o degradarán con el uso, lo que requerirá un reemplazo periódico. Esto puede representar un coste operativo continuo notable.
Limitaciones en la tolerancia dimensional
Aunque el CIP crea una excelente conformidad de la forma, la precisión dimensional de la pieza verde tal como se prensa puede ser menor que la lograda con un juego de herramientas y matrices rígidas. Para aplicaciones que requieren tolerancias extremadamente estrictas, a menudo es necesario un rectificado o mecanizado posterior a la sinterización.
Cuándo elegir CIP para su proyecto
La selección del método de compactación adecuado depende totalmente de los objetivos y las limitaciones de su componente específico.
- Si su enfoque principal es la integridad de la pieza final: Elija CIP por su densidad uniforme, que es la mejor manera de minimizar defectos, deformaciones y contracciones impredecibles durante la sinterización.
- Si su enfoque principal es la complejidad geométrica: Elija CIP al producir piezas con socavados, cavidades internas o altas relaciones de aspecto que son imposibles con matrices rígidas.
- Si su enfoque principal son formas simples de alto volumen: Considere métodos alternativos como el prensado uniaxial, ya que los tiempos de ciclo del CIP pueden ser demasiado lentos para ser rentables.
- Si su enfoque principal es la creación de prototipos o tiradas de producción pequeñas: El CIP puede ser ventajoso, ya que la creación de un molde flexible suele ser más rápida y menos costosa que la fabricación de un juego de matrices de acero endurecido.
Al comprender sus principios, puede aprovechar el Prensado Isostático en Frío para fabricar componentes de alta integridad que de otro modo serían inalcanzables.
Tabla de resumen:
| Ventaja | Descripción |
|---|---|
| Densidad uniforme | Elimina los gradientes de densidad para una contracción predecible y menos defectos. |
| Formas complejas | Forma geometrías intrincadas y piezas de alta relación de aspecto fácilmente. |
| Alta densidad en verde | Logra un empaquetamiento más cercano, reduciendo el tiempo de sinterización y el uso de energía. |
| Aglutinantes mínimos | Reduce o elimina los aglutinantes, simplificando el proceso de fabricación. |
¿Listo para mejorar las capacidades de su laboratorio con una compactación de polvo fiable? KINTEK se especializa en máquinas de prensado de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer las necesidades de los laboratorios en industrias como la ciencia de los materiales y la cerámica. Nuestras soluciones ofrecen densidad uniforme y manejan geometrías complejas, reduciendo defectos y mejorando la eficiencia. Contáctenos hoy para discutir cómo nuestro equipo puede beneficiar sus proyectos.
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuáles son las características clave de los sistemas automatizados de prensa isostática en frío (CIP) de laboratorio? Logre una consolidación de polvo precisa y de alta presión
- ¿Cómo facilita una prensa isostática en frío (CIP) la preparación de cuerpos en verde de carburo de silicio (SiC) dopado con CaO?
- ¿Qué tipos de equipos existen para el prensado isostático en frío?Explore las soluciones CIP para laboratorios y producción
- ¿Por qué se aplica el prensado isostático en frío (CIP) después del prensado uniaxial? Optimizar la densidad del precursor superconductor
- ¿Cómo aumenta la prensa isostática en frío (CIP) la densidad de corriente Bi-2223/Ag? Potencie la superconductividad con presión uniforme










