En resumen, las principales ventajas del Prensado Isostático en Frío (CIP) son su capacidad para crear piezas con una densidad altamente uniforme y para formar formas complejas que son imposibles con otros métodos de compactación de polvos. Este proceso aplica presión igual desde todas las direcciones a un polvo encerrado en un molde flexible, lo que resulta en piezas "en verde" excepcionalmente consistentes con alta resistencia para la manipulación, contracción predecible durante la sinterización y propiedades mecánicas finales superiores.
La fuerza central del CIP no es solo lo que produce, sino cómo lo produce. Al aprovechar la Ley de Pascal para aplicar presión uniforme, el CIP elimina los gradientes de densidad y las tensiones internas comunes en el prensado tradicional, desbloqueando un mayor potencial para la calidad del material y la libertad de diseño.

Cómo el CIP logra una compactación superior
Para comprender las ventajas del CIP, primero debe entender su principio fundamental. A diferencia del prensado uniaxial tradicional, que comprime el polvo desde una o dos direcciones, el CIP utiliza un líquido para ejercer presión uniformemente en toda la superficie de la pieza.
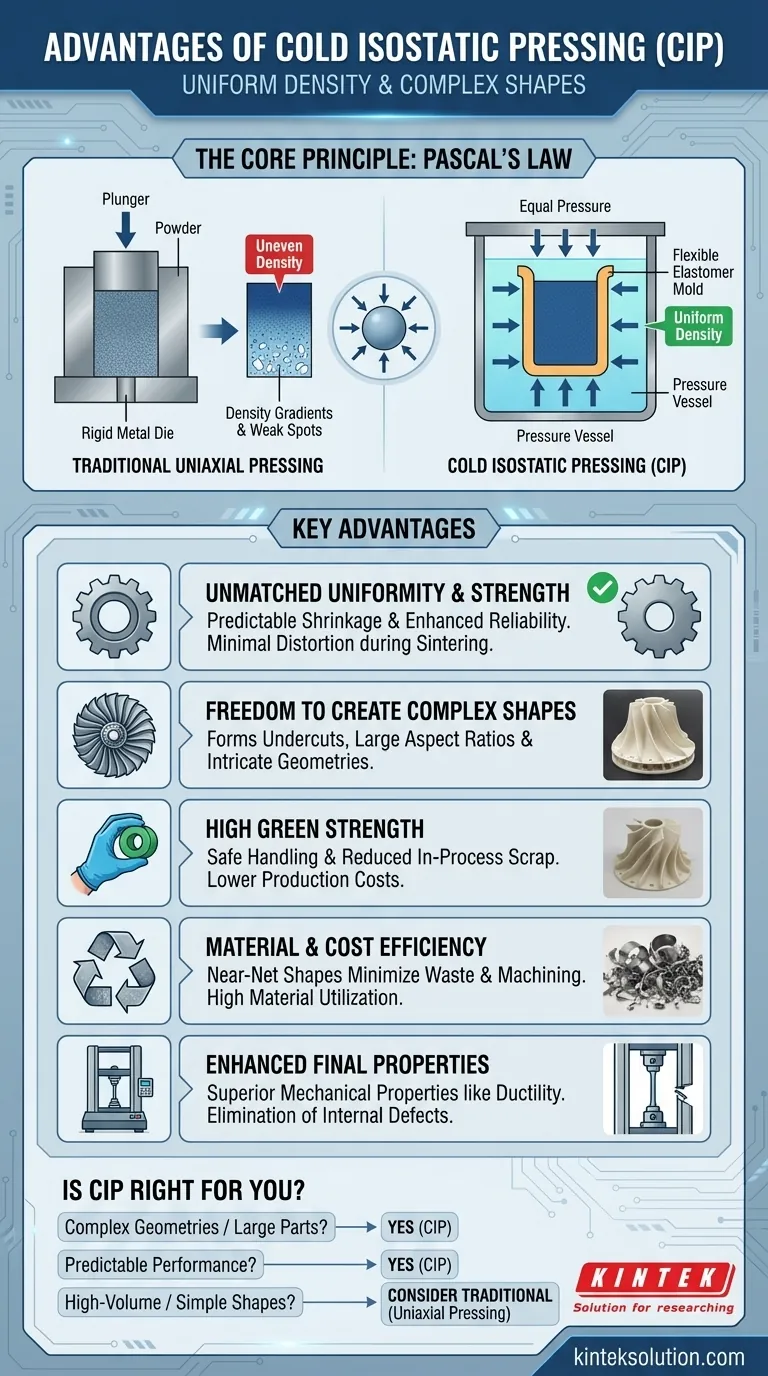
El Principio: La Ley de Pascal en Acción
El proceso es una aplicación directa de la Ley de Pascal, que establece que la presión aplicada a un fluido encerrado se transmite sin disminución a cada porción del fluido y a las paredes del recipiente que lo contiene.
En el CIP, el polvo se sella en un molde elastomérico y se sumerge en un recipiente a presión lleno de líquido. Cuando el líquido se presuriza, esa presión actúa uniformemente sobre el molde flexible desde todos los ángulos.
El Resultado: Densidad en Verde Uniforme
Esta presión isostática (uniforme en todas las direcciones) fuerza a las partículas de polvo a unirse con la misma fuerza, independientemente de la geometría de la pieza.
El resultado es una pieza "en verde" compactada con una densidad excepcionalmente uniforme en todo su volumen. Esto elimina los puntos débiles, los huecos internos y las líneas de tensión que a menudo se encuentran en piezas fabricadas con prensado direccional.
Ventajas Clave Explicadas
Esta densidad en verde uniforme es la fuente de casi todos los demás beneficios asociados con el Prensado Isostático en Frío.
Uniformidad y Resistencia Inigualables
Debido a que la pieza "en verde" es uniformemente densa, su comportamiento durante la fase de calentamiento (sinterización) posterior es altamente predecible. Esto lleva a una distorsión mínima y una contracción uniforme.
La falta de aire atrapado y huecos internos da como resultado una pieza sinterizada final con una resistencia consistente y confiable y propiedades mecánicas mejoradas, como la ductilidad.
Libertad para Crear Formas Complejas
El uso de un molde elastomérico flexible y de baja resistencia libera a los diseñadores de las limitaciones de los troqueles rígidos.
El CIP puede producir piezas con geometrías complejas, socavados y grandes relaciones de aspecto (por ejemplo, tubos largos y delgados) que serían imposibles de prensar o desmoldar utilizando métodos tradicionales. Es muy versátil tanto para materiales de gran tamaño como para componentes intrincados.
Alta Eficiencia de Material y Costo
El CIP es excelente para producir formas cercanas a la red (near-net shapes), lo que reduce el desperdicio de material y minimiza la necesidad de un mecanizado extenso después de la sinterización.
Además, la alta "resistencia en verde" de la pieza compactada significa que puede manipularse, mecanizarse o transportarse de forma segura antes del paso de endurecimiento final. Esta robustez reduce significativamente los costos de producción al disminuir el desecho en proceso.
Comprendiendo las Ventajas y Desventajas
Aunque potente, el CIP no es la solución universal para todas las necesidades de compactación de polvos. Comprender sus limitaciones es clave para usarlo de manera efectiva.
Enfoque en la Compactación en Estado "Verde"
El CIP es un paso de consolidación, no un método de producción final. Las piezas que produce están en estado "verde", lo que significa que tienen densidad y resistencia para la manipulación, pero aún no han alcanzado sus propiedades materiales finales. Siempre se requiere un paso posterior de sinterización o Prensado Isostático en Caliente (HIP) para fusionar las partículas en un componente sólido y funcional.
Herramientas y Tiempos de Ciclo
Los moldes elastoméricos utilizados en el CIP tienen una vida útil finita y generalmente son menos duraderos que los troqueles de acero endurecido utilizados en el prensado uniaxial. Para la producción de muy alto volumen de formas simples como pequeños cilindros o bloques, el prensado tradicional suele ser más rápido y más rentable por pieza.
Tolerancias Dimensionales
Aunque la contracción es muy predecible, no es un proceso de forma neta perfecta. La flexibilidad del molde significa que lograr tolerancias dimensionales extremadamente estrictas aún puede requerir mecanizado final, aunque significativamente menos que con otros métodos de consolidación.
¿Es el CIP la Opción Correcta para su Aplicación?
Elegir el método de compactación correcto depende completamente de los objetivos específicos de su proyecto en cuanto a geometría, rendimiento y volumen.
- Si su enfoque principal son geometrías complejas o piezas grandes: El CIP es la opción superior, ya que las herramientas flexibles y la presión uniforme superan las limitaciones de diseño de los troqueles rígidos.
- Si su enfoque principal es la previsibilidad de las propiedades y el rendimiento finales: La capacidad del CIP para crear una pieza "en verde" uniformemente densa es fundamental para minimizar los defectos internos y asegurar un comportamiento del material consistente y confiable.
- Si su enfoque principal es la producción de alto volumen de formas simples: El prensado uniaxial tradicional de alta velocidad probablemente ofrecerá un costo por pieza más bajo y un tiempo de ciclo más rápido.
Al comprender el principio de la presión isostática, puede aprovechar eficazmente el CIP para lograr un nivel de calidad de material y complejidad de diseño que otros métodos no pueden igualar.
Tabla Resumen:
| Ventaja | Descripción |
|---|---|
| Densidad Uniforme | Elimina los gradientes de densidad para piezas "en verde" consistentes con contracción predecible. |
| Formas Complejas | Forma geometrías intrincadas y grandes relaciones de aspecto imposibles con otros métodos. |
| Alta Resistencia en Verde | Permite una manipulación segura y reduce el desecho en proceso, disminuyendo los costos. |
| Eficiencia de Material | Produce formas cercanas a la red para minimizar el desperdicio y las necesidades de mecanizado. |
| Propiedades Mejoradas | Resulta en propiedades mecánicas finales superiores como ductilidad y confiabilidad. |
¿Listo para mejorar las capacidades de su laboratorio con el Prensado Isostático en Frío? KINTEK se especializa en máquinas de prensa de laboratorio, incluyendo prensas automáticas de laboratorio, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para ofrecer una compactación uniforme y la formación de piezas complejas para sus necesidades específicas. Nuestras soluciones ayudan a reducir el desperdicio, mejorar las propiedades de los materiales y aumentar la eficiencia. ¡Contáctenos hoy para discutir cómo podemos apoyar sus proyectos! Póngase en contacto ahora
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuál es la función principal de una Prensa Isostática en Frío (CIP) en la preparación de NASICON? Alcanzar el 96% de la Densidad Teórica
- ¿Por qué es necesaria una prensa isostática en frío (CIP) después de un prensado uniaxial? Lograr transparencia en cerámicas de Nd:Y2O3
- ¿Por qué se aplica el prensado isostático en frío (CIP) después del prensado uniaxial? Optimizar la densidad del precursor superconductor
- ¿Qué tipos de equipos existen para el prensado isostático en frío?Explore las soluciones CIP para laboratorios y producción
- ¿Cuáles son las ventajas del proceso de Prensado Isostático en Frío (CIP) para LSMO? Lograr una densidad libre de defectos










