La velocidad de presurización y despresurización actúa como el principal mecanismo de control para la integridad estructural de un componente Prensado Isostático en Frío (CIP). Mantener una velocidad estrictamente controlada durante estas fases es esencial para garantizar una compactación uniforme y prevenir defectos catastróficos en el producto final. Los cambios de presión rápidos o erráticos a menudo conducen a una distribución desigual de la densidad y debilidades estructurales significativas dentro del material.
Idea Central: En el Prensado Isostático en Frío, la velocidad de aplicación y liberación de la presión es tan crítica como la presión máxima alcanzada. Una velocidad controlada es la única forma de asegurar la uniformidad interna requerida para una contracción predecible durante el sinterizado posterior.

La Mecánica de la Distribución de la Densidad
Lograr una Compactación Uniforme
El objetivo principal del CIP es transformar el polvo suelto en un "cuerpo en verde" sólido con densidad uniforme. Al controlar la velocidad de presurización, se da a las partículas de polvo tiempo suficiente para reorganizarse y entrelazarse firmemente. Esto crea una estructura interna consistente que es difícil de lograr con una compresión rápida y no controlada.
Prevenir Gradientes de Densidad
Si la presión se aplica demasiado rápido, las capas exteriores del material pueden fijarse antes de que el núcleo se compacte por completo. Esto crea un gradiente de densidad, donde la superficie es dura pero el interior permanece poroso o débil. Los datos de referencia indican que evitar estos gradientes es clave para minimizar la dispersión mecánica y mejorar la resistencia en verde.
Los Riesgos de los Cambios Rápidos de Presión
Debilidades Estructurales
La fase de despresurización es el momento más crítico para la supervivencia estructural de la pieza. Liberar la presión demasiado rápido no permite que la energía elástica almacenada en la pieza compactada se disipe gradualmente. Esta liberación repentina a menudo causa agrietamiento laminar o fracturas gruesas, dejando la pieza inútil.
Impacto en el Sinterizado
Los defectos introducidos durante el ciclo de presión rara vez son reparables; típicamente se amplifican durante el horneado. Un cuerpo en verde con densidad desigual se encogerá de forma impredecible durante el sinterizado o el Prensado Isostático en Caliente. Las velocidades controladas aseguran que la contracción permanezca uniforme, permitiendo la formación de formas complejas y casi finales.
Dependencias del Sistema
El Papel de las Herramientas Flexibles
El CIP se basa en moldes flexibles hechos de elastómeros como uretano o caucho para transmitir la presión de fluidos como aceite o agua. La velocidad del cambio de presión debe ser compatible con la elasticidad del material del molde. Si la velocidad es demasiado agresiva, el molde puede no deformarse uniformemente, lo que lleva a distorsiones geométricas en el compactado de polvo.
Interacción con la Calidad del Polvo
La velocidad de presión ideal a menudo depende de las características específicas del polvo que se está consolidando. El polvo de alta calidad y el diseño optimizado de las herramientas trabajan en conjunto con los controles de presión para garantizar la integridad. Materiales que van desde cerámicas hasta grafito requieren protocolos específicos para mantener sus propiedades bajo presiones de hasta 100,000 psi (aproximadamente 690 MPa).
Comprender las Compensaciones
Tiempo de Ciclo vs. Integridad de la Pieza
La compensación más significativa en el CIP es el equilibrio entre la velocidad de producción y la calidad de la pieza. Ralentizar las etapas de presurización y despresurización aumenta significativamente el tiempo total del ciclo, reduciendo el rendimiento. Sin embargo, intentar acelerar el proceso para ahorrar tiempo aumenta directamente la tasa de desperdicio debido a grietas y falta de uniformidad.
Inversión de Capital y Mano de Obra
La implementación de controles de velocidad precisos requiere equipos sofisticados, a menudo costosos, capaces de gestionar presiones de hasta 150,000 psi. También requiere mano de obra calificada para programar y monitorear estos ciclos de manera efectiva. Si bien la inversión inicial es alta, se ve compensada por la reducción de la pérdida de desperdicio y la capacidad de mecanizar los cuerpos en verde antes del horneado.
Tomando la Decisión Correcta para su Objetivo
Para optimizar su proceso de Prensado Isostático en Frío, debe alinear sus velocidades de presión con los requisitos específicos de su material y sus objetivos de producción.
- Si su enfoque principal son las geometrías complejas: Priorice una velocidad de despresurización lenta y gradual para prevenir grietas en características intrincadas y asegurar una contracción uniforme.
- Si su enfoque principal es la producción de alto volumen: Optimice el ciclo encontrando la velocidad máxima segura de presurización que no comprometa la uniformidad de la densidad, aceptando que pueden aplicarse algunas limitaciones de material.
- Si su enfoque principal es el rendimiento del material: mantenga velocidades de rampa conservadoras para maximizar la resistencia en verde y la resistencia a la corrosión, particularmente para aplicaciones críticas aeroespaciales o médicas.
Dominar la velocidad del cambio de presión es la diferencia entre una pila de polvo suelto y un componente de alto rendimiento.
Tabla Resumen:
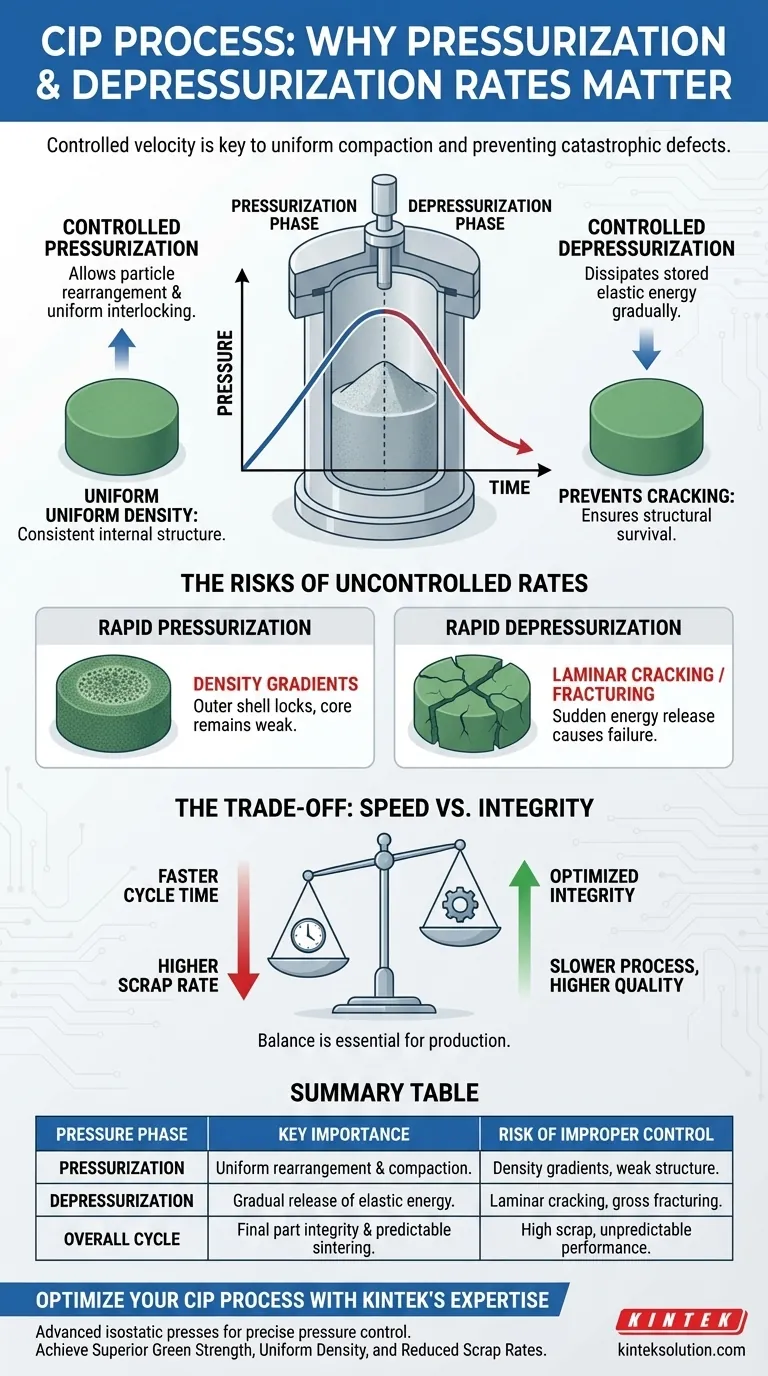
| Fase de Presión | Importancia Clave | Riesgo de Control Inadecuado |
|---|---|---|
| Presurización | Asegura la reorganización y compactación uniforme de las partículas. | Crea gradientes de densidad y estructuras internas débiles. |
| Despresurización | Permite la liberación gradual de la energía elástica, previniendo grietas. | Causa agrietamiento laminar o fracturas gruesas del cuerpo en verde. |
| Ciclo General | Determina la integridad final de la pieza y la contracción predecible del sinterizado. | Conduce a altas tasas de desperdicio y rendimiento impredecible del material. |
Optimice su Proceso CIP con la Experiencia de KINTEK
¿Tiene problemas con grietas, densidad desigual o contracción impredecible en sus componentes Prensados Isostáticos en Frío? El control preciso de las velocidades de presurización y despresurización suele ser la solución.
KINTEK se especializa en máquinas de prensado de laboratorio avanzadas, incluyendo prensas isostáticas diseñadas para un control de presión exigente. Nuestro equipo y experiencia ayudan a laboratorios y fabricantes que sirven a las industrias aeroespacial, médica y de cerámicas avanzadas a lograr:
- Resistencia en Verde Superior: Minimice los defectos y maximice la integridad de la pieza.
- Densidad Uniforme: Asegure propiedades de material consistentes y un sinterizado predecible.
- Reducción de Tasas de Desperdicio: Ahorre en costos de material y mejore la eficiencia de producción.
Permítanos ayudarle a dominar las variables críticas de su proceso CIP. Contacte a KINTEK hoy para discutir sus objetivos específicos de material y producción.
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Por qué es necesaria una prensa isostática en frío (CIP) después de un prensado uniaxial? Lograr transparencia en cerámicas de Nd:Y2O3
- ¿Por qué se aplica el prensado isostático en frío (CIP) después del prensado uniaxial? Optimizar la densidad del precursor superconductor
- ¿Cuáles son las características clave de los sistemas automatizados de prensa isostática en frío (CIP) de laboratorio? Logre una consolidación de polvo precisa y de alta presión
- ¿Por qué son importantes las altas tasas de presurización en los sistemas CIP automatizados? Lograr una densidad superior del material
- ¿Cuál es la función principal de una Prensa Isostática en Frío (CIP) en la preparación de NASICON? Alcanzar el 96% de la Densidad Teórica








