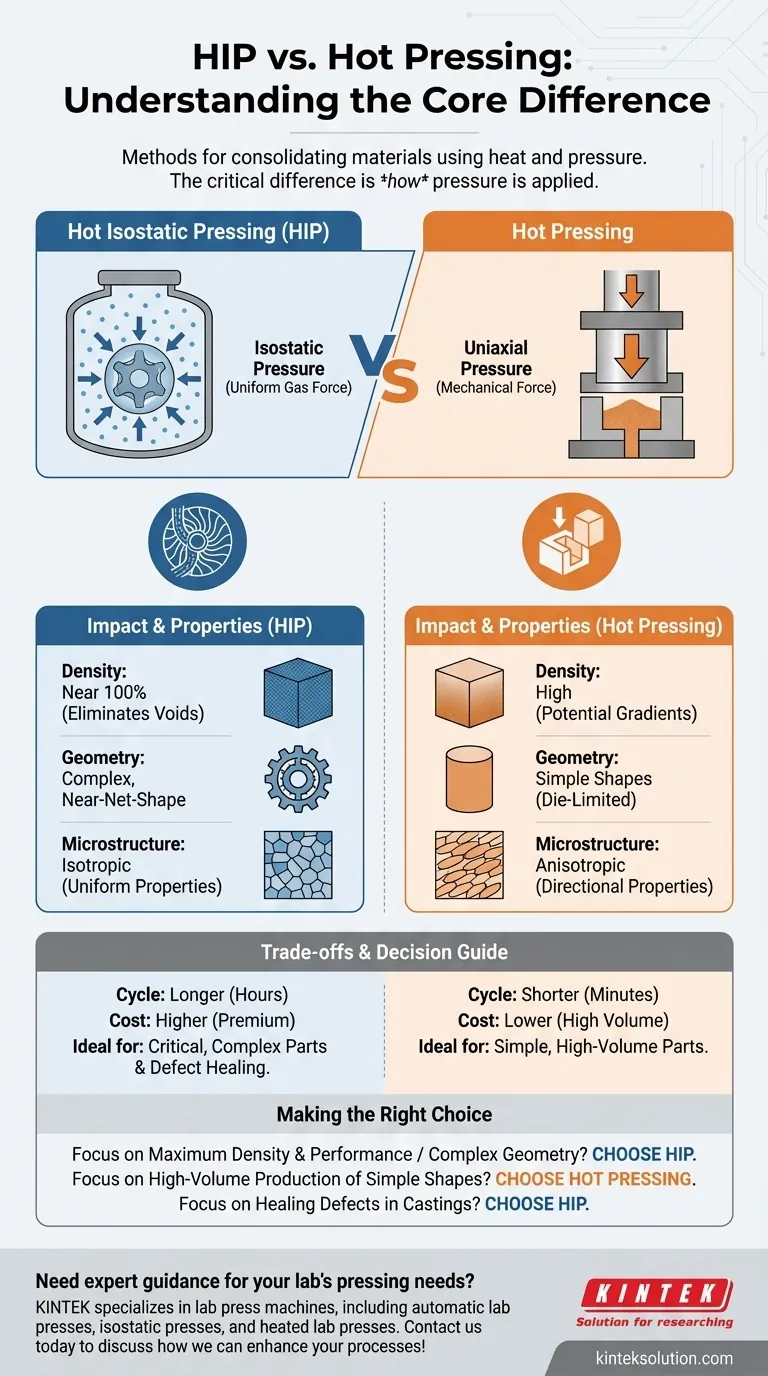
En esencia, el Prensado Isostático en Caliente (HIP) y el Prensado en Caliente son ambos métodos para consolidar polvos o materiales mediante calor y presión. La diferencia crítica radica en *cómo* se aplica esa presión. El HIP utiliza presión uniforme basada en gas desde todas las direcciones (isostática), mientras que el Prensado en Caliente utiliza fuerza mecánica desde una única dirección (uniaxial).
La elección entre estos dos procesos es una clásica disyuntiva de ingeniería. El HIP sobresale en la creación de componentes complejos y totalmente densos con propiedades uniformes, mientras que el Prensado en Caliente ofrece una solución más rápida y rentable para formas geométricas más simples.
La Diferencia Fundamental: Aplicación de la Presión
El método de aplicación de la presión dicta directamente las capacidades, limitaciones y casos de uso ideales para cada tecnología.
Prensado en Caliente: Fuerza Uniaxial
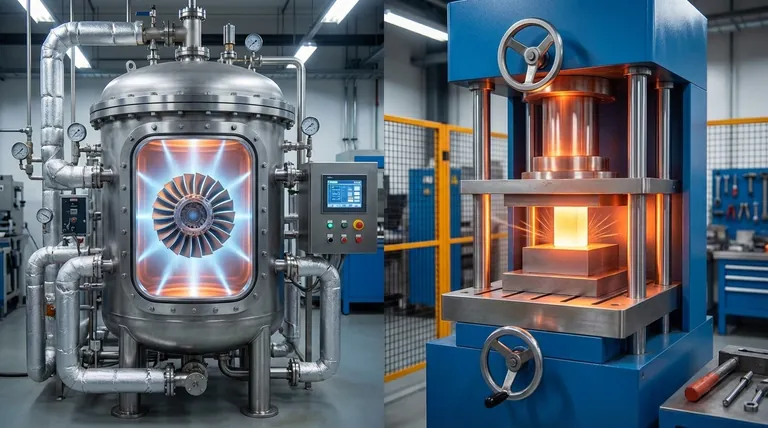
El Prensado en Caliente funciona de manera muy parecida a una operación de forja o estampado calentada. El material, generalmente en forma de polvo, se coloca dentro de la cavidad de un molde.
Luego, un ariete o punzón mecánico aplica una inmensa presión uniaxial (fuerza a lo largo de un solo eje) mientras todo el conjunto se calienta. El material se comprime y consolida solo en la dirección de la fuerza aplicada.
Prensado Isostático en Caliente (HIP): Presión Isostática
El HIP adopta un enfoque completamente diferente. El componente o el polvo encapsulado se coloca dentro de un recipiente de contención de alta presión.
Luego, el recipiente se llena con un gas inerte, comúnmente Argón, que se calienta y presuriza. Esto crea una presión isostática: una fuerza uniforme ejercida por igual sobre cada superficie del componente, muy parecida a la presión que experimentaría en las profundidades del océano.
El Impacto en las Propiedades del Material y la Geometría
Esta distinción entre presión uniaxial e isostática tiene profundas consecuencias para la calidad, la forma y el rendimiento de la pieza final.
Densidad y Porosidad
Debido a que la presión se aplica desde todas las direcciones, el HIP es excepcionalmente eficaz para cerrar vacíos internos y porosidad dentro de un material. Esto le permite alcanzar densidades que son virtualmente el 100% del máximo teórico del material.
El Prensado en Caliente puede reducir eficazmente la porosidad en la dirección del prensado, pero puede ser menos eficaz para cerrar los poros orientados perpendicularmente a la fuerza. Esto puede resultar en ligeros gradientes de densidad dentro de la pieza.
Complejidad de la Forma
La presión uniforme del HIP se adapta a la geometría existente de la pieza, lo que lo hace ideal para procesar componentes de forma casi neta altamente complejos. Puede consolidar canales internos intrincados y características delicadas sin distorsionarlos.
El Prensado en Caliente está fundamentalmente limitado a formas simples que pueden ser expulsadas de un molde, como cilindros, bloques y discos.
Microestructura y Propiedades
La presión uniforme del HIP promueve una microestructura isotrópica, lo que significa que las propiedades del material (como la resistencia y la ductilidad) son las mismas en todas las direcciones.
La fuerza direccional del Prensado en Caliente a veces puede provocar una microestructura anisotrópica, donde la estructura de grano del material se alarga o se alinea. Esto puede resultar en propiedades que son más fuertes en una dirección que en otra.
Comprender las Compensaciones
Ningún proceso es universalmente superior; están optimizados para diferentes objetivos. Comprender sus compensaciones es clave para tomar una decisión informada.
Tiempo de Ciclo y Costo
Los ciclos de Prensado en Caliente son generalmente mucho más cortos, a menudo medidos en minutos. El equipo es también mecánicamente más simple y menos costoso de operar, lo que lo hace más adecuado para la producción de gran volumen.
Los ciclos de HIP son significativamente más largos, y generalmente duran varias horas. Los recipientes de alta presión representan una gran inversión de capital, posicionando al HIP como un proceso más premium para componentes de alto valor.
Encapsulación de la Pieza
Para consolidar polvos mediante HIP, el polvo primero debe sellarse dentro de un contenedor metálico o "lata". Esto puede agregar un paso de fabricación y costo adicionales. Para densificar una pieza sólida (como una fundición), no se necesita una lata.
El Prensado en Caliente coloca el polvo directamente en el molde, eliminando la necesidad de un paso de encapsulación separado.
Tamaño del Componente
Mientras que el tamaño del molde limita el Prensado en Caliente, los recipientes modernos de HIP pueden ser enormes. Esto les permite procesar componentes muy grandes, como discos de turbina masivos para la generación de energía o nodos estructurales para fuselajes, en un solo ciclo.
Tomar la Decisión Correcta para su Aplicación
Seleccionar el proceso correcto requiere alinear las fortalezas de la tecnología con los requisitos más críticos de su proyecto.
- Si su enfoque principal es la máxima densidad y rendimiento: Elija HIP por su capacidad inigualable para eliminar la porosidad interna y crear piezas con propiedades isotrópicas uniformes.
- Si su enfoque principal es la geometría compleja: Elija HIP, ya que es la única opción viable para consolidar piezas intrincadas y de forma casi neta sin distorsión.
- Si su enfoque principal es la producción de alto volumen de formas simples: Elija el Prensado en Caliente por sus ventajas significativas en el tiempo de ciclo y menor costo por pieza.
- Si su enfoque principal es la curación de defectos en fundiciones existentes: Elija HIP, ya que es excepcionalmente capaz de cerrar vacíos internos en componentes sólidos para mejorar su vida a la fatiga y su integridad estructural.
En última instancia, su decisión depende del rendimiento requerido, la complejidad geométrica y las limitaciones económicas del componente final.
Tabla Resumen:
| Aspecto | Prensado Isostático en Caliente (HIP) | Prensado en Caliente |
|---|---|---|
| Tipo de Presión | Isostática (uniforme desde todas las direcciones) | Uniaxial (fuerza a lo largo de un eje) |
| Densidad | Cercana al 100%, elimina la porosidad | Alta, pero puede tener gradientes de densidad |
| Geometría | Piezas complejas de forma casi neta | Formas simples (ej. cilindros, discos) |
| Microestructura | Isotrópica (propiedades uniformes) | Anisotrópica (propiedades dependientes de la dirección) |
| Tiempo de Ciclo | Más largo (horas) | Más corto (minutos) |
| Costo | Mayor costo de capital y operativo | Menor costo, adecuado para alto volumen |
| Ideal Para | Piezas complejas de alto rendimiento | Formas simples de alto volumen |
¿Necesita orientación experta para las necesidades de prensado de su laboratorio? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, adaptadas para aplicaciones de laboratorio. Ya sea que esté consolidando polvos o densificando materiales, nuestras soluciones garantizan precisión, eficiencia y confiabilidad. ¡Contáctenos hoy para discutir cómo podemos mejorar sus procesos y ofrecer resultados óptimos para sus requisitos específicos!
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
La gente también pregunta
- ¿Cuáles son las ventajas de usar una prensa isostática en caliente (WIP) para baterías? Lograr un contacto de interfaz superior
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cuál es el proceso involucrado en el prensado isostático en caliente? Dominando la densidad uniforme con la tecnología WIP
- ¿Cuál es la función de los moldes elásticos en el prensado isostático en caliente? Lograr una densidad uniforme en partículas compuestas
- ¿Cuál es el mecanismo de una Prensa Isostática en Caliente (WIP) sobre el queso? Domina la Pasteurización en Frío para una Seguridad Superior



















