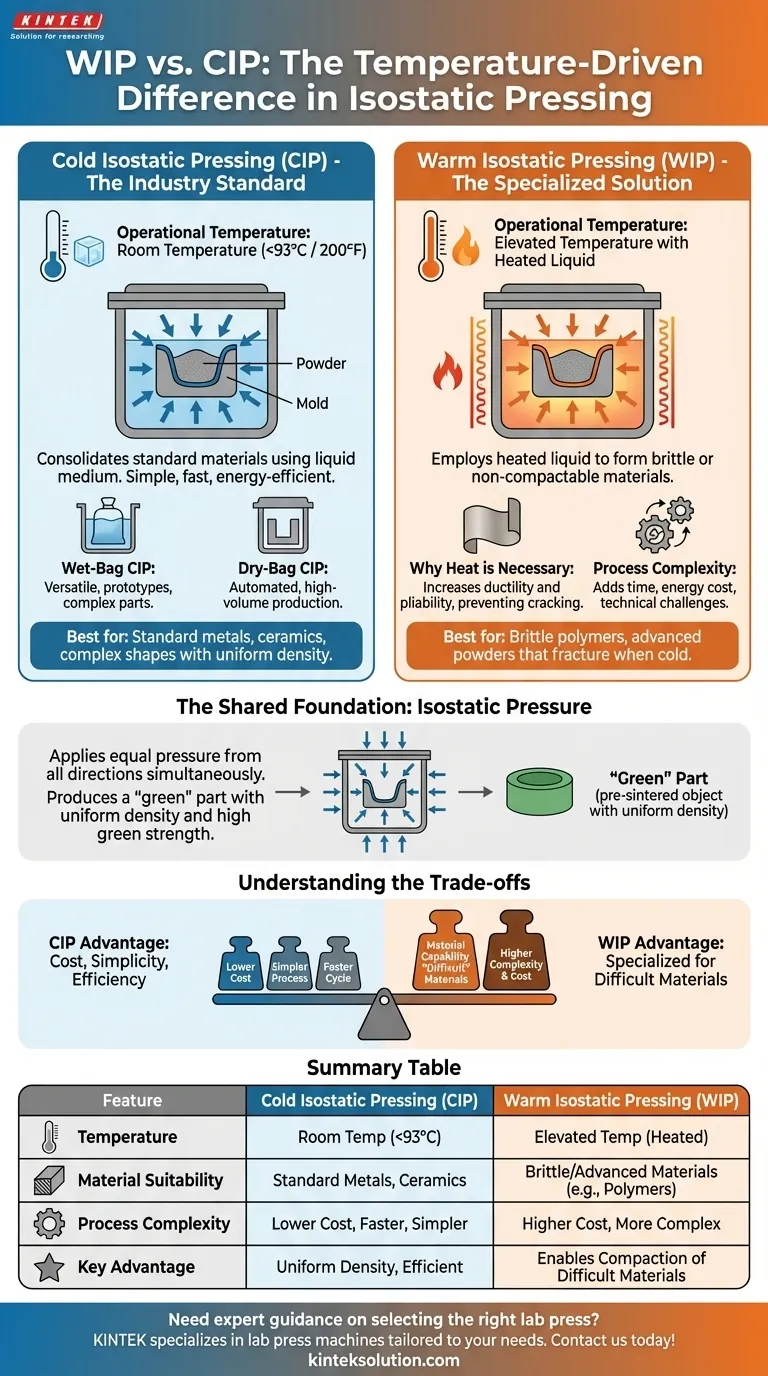
La diferencia fundamental entre el Prensado Isostático en Caliente (WIP) y el Prensado Isostático en Frío (CIP) es la temperatura de operación. El CIP consolida materiales en polvo a temperatura ambiente utilizando un medio líquido, mientras que el WIP emplea un líquido calentado para formar materiales que son frágiles o no pueden compactarse eficazmente en frío.
Aunque ambos procesos logran una densidad uniforme aplicando presión desde todas las direcciones, la elección entre ellos no se trata de superioridad. Está dictada enteramente por las propiedades intrínsecas del material y su respuesta a la presión a diferentes temperaturas.

La Base Compartida: Presión Isostática
Antes de comparar WIP y CIP, es crucial comprender el principio que comparten: la presión isostática. Este es el concepto central que los distingue de otros métodos de prensado.
Cómo Funciona la Presión Isostática
A diferencia del prensado uniaxial tradicional, que aplica fuerza desde una única dirección, el prensado isostático aplica presión igual desde todas las direcciones simultáneamente.
El proceso implica colocar un material en polvo en un molde flexible y sellado. Este molde se sumerge luego en un fluido dentro de un recipiente a presión. A medida que el fluido se presuriza, ejerce una fuerza uniforme sobre cada superficie del molde, compactando el polvo en una masa sólida y homogénea.
El Resultado Clave: Una Pieza "Verde"
Tanto el CIP como el WIP producen lo que se conoce como una pieza "verde". Este es un objeto presinterizado con suficiente integridad estructural —o resistencia en verde— para ser manipulado, mecanizado o trasladado al siguiente paso de fabricación.
Esta pieza verde tiene una densidad altamente uniforme, lo que minimiza la distorsión y asegura una contracción predecible durante la fase de sinterización final, donde la pieza se calienta para lograr su resistencia y propiedades finales.
Prensado Isostático en Frío (CIP): El Estándar de la Industria
El CIP es la forma más común de prensado isostático, valorado por su eficiencia y simplicidad en la consolidación de una amplia gama de materiales en polvo.
El Proceso a Temperatura Ambiente
El CIP opera a o cerca de la temperatura ambiente (típicamente por debajo de 93°C / 200°F). Debido a que no hay un elemento calefactor, el proceso es relativamente rápido y energéticamente eficiente.
Existen dos métodos principales:
- CIP de Bolsa Húmeda: El molde sellado se sumerge directamente en el fluido presurizador. Este método es altamente versátil e ideal para prototipos, series de producción pequeñas y piezas muy grandes o complejas.
- CIP de Bolsa Seca: El molde flexible está integrado en el propio recipiente a presión. El polvo se carga, se prensa y se expulsa en un ciclo mucho más rápido y automatizado, lo que lo hace adecuado para la producción de gran volumen.
Cuándo Usar CIP
El CIP es la opción predeterminada para consolidar polvos estándar como metales y cerámicas. Sobresale en la producción de formas complejas con densidad uniforme, como componentes para las industrias aeroespacial, médica y automotriz.
Prensado Isostático en Caliente (WIP): La Solución Especializada
El WIP es una modificación del proceso de prensado isostático diseñada para superar las limitaciones de materiales específicos que no responden bien a la compactación en frío.
La Adición de Calor
La característica definitoria del WIP es el uso de un líquido calentado como medio de presión. Todo el sistema —recipiente, fluido y molde— se lleva a una temperatura elevada específica y controlada durante la presurización.
Por Qué es Necesario el Calor
Algunos materiales avanzados, particularmente ciertos polímeros o polvos frágiles, pueden agrietarse o no compactarse adecuadamente bajo alta presión a temperatura ambiente.
Calentar el material lo hace más dúctil y maleable. Esta maleabilidad adicional permite que las partículas de polvo se deformen y se unan sin fracturarse, lo que da como resultado una pieza verde sólida y sin defectos que sería imposible crear con CIP.
Comprendiendo las Ventajas y Desventajas
Elegir entre CIP y WIP implica una clara compensación entre la capacidad del material y la complejidad del proceso.
Costo y Simplicidad
El CIP tiene una clara ventaja en costo y simplicidad. El equipo es menos complejo, los tiempos de ciclo son generalmente más cortos y el consumo de energía es menor porque no se requiere fase de calentamiento o enfriamiento.
Capacidad del Material
La ventaja del WIP es su capacidad para procesar materiales "difíciles". Amplía la gama de polvos que pueden consolidarse con éxito, abriendo aplicaciones para materiales que de otro modo serían inadecuados para este método de conformación.
Complejidad del Proceso
El WIP introduce una complejidad significativa. La necesidad de calentar y enfriar uniformemente un recipiente de alta presión añade tiempo, costo de energía y desafíos técnicos al ciclo de fabricación. Esto lo convierte en un proceso especializado que se utiliza solo cuando es absolutamente necesario.
Tomar la Decisión Correcta para Su Material
El comportamiento de su material bajo presión es el único factor que determina qué proceso es apropiado.
- Si su enfoque principal es la consolidación rentable de polvos estándar de metal o cerámica: CIP es la opción probada, eficiente y predeterminada.
- Si está trabajando con un polímero frágil o un polvo avanzado que se fractura durante la compactación en frío: WIP es la solución necesaria para lograr una formación exitosa aumentando la ductilidad del material.
- Si su objetivo es producir formas grandes o complejas con alta resistencia en verde y densidad uniforme: Ambos procesos ofrecen este resultado, pero siempre debe comenzar con CIP a menos que las propiedades del material exijan calor.
En última instancia, comprender esta diferencia impulsada por la temperatura le permite seleccionar la ruta de consolidación correcta basándose en las propiedades fundamentales de su material, no solo en el proceso en sí.
Tabla Resumen:
| Característica | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (WIP) |
|---|---|---|
| Temperatura | Temperatura ambiente (<93°C / 200°F) | Temperatura elevada con líquido calentado |
| Idoneidad del Material | Metales y cerámicas estándar | Materiales frágiles o avanzados (p. ej., polímeros) |
| Complejidad del Proceso | Menor costo, más rápido, más simple | Mayor costo, más complejo debido al calentamiento |
| Ventaja Clave | Densidad uniforme, eficiente para polvos comunes | Permite la compactación de materiales difíciles |
¿Necesita orientación experta para seleccionar la prensa de laboratorio adecuada para sus materiales? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, adaptadas para satisfacer las necesidades únicas de su laboratorio. Nuestras soluciones garantizan una compactación precisa y uniforme para mejorar los resultados de investigación y producción. ¡Contáctenos hoy para analizar cómo podemos apoyar sus proyectos con equipos fiables y de alto rendimiento!
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
La gente también pregunta
- ¿Cómo se diferencia el Prensado Isostático en Caliente de los métodos de prensado tradicionales? Desbloquee una densidad uniforme para piezas complejas
- ¿Cómo mantienen los materiales de volumen de sacrificio (SVM) los microcanales en el prensado isostático? Garantizar la integridad estructural
- ¿Cuál es el mecanismo de una Prensa Isostática en Caliente (WIP) sobre el queso? Domina la Pasteurización en Frío para una Seguridad Superior
- ¿Cuál es la importancia del control de temperatura en el prensado isostático en caliente? Logre una densificación uniforme y estabilidad en el proceso
- ¿Cuál es la función de la presión hidráulica en el prensado isostático en caliente? Lograr una densidad uniforme del material



















