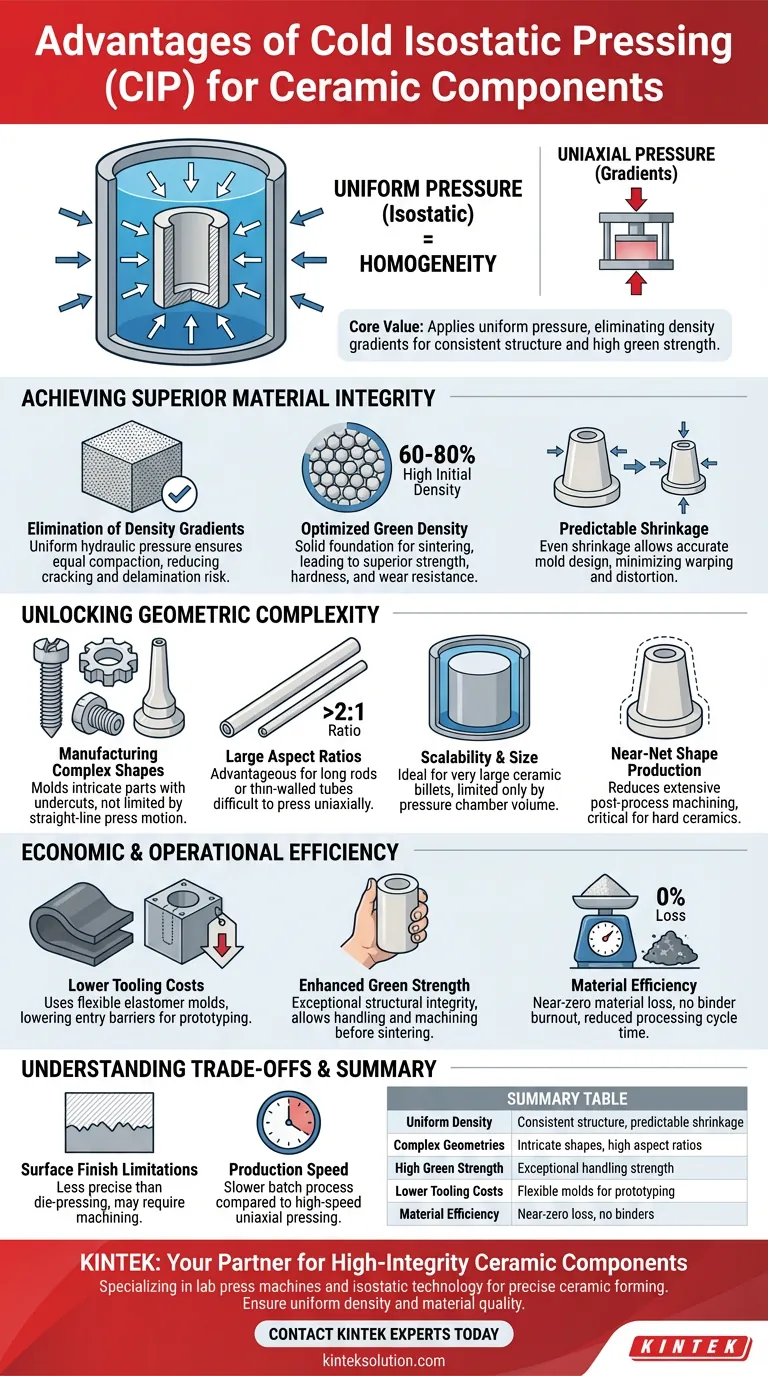
El Prensado Isostático en Frío (CIP) ofrece una ventaja distintiva en la fabricación de componentes cerámicos al aplicar una presión uniforme desde todas las direcciones, en lugar de solo un eje. Esta aplicación "isostática" elimina los gradientes de densidad interna comunes en el prensado convencional, lo que resulta en piezas con estructura consistente, alta resistencia en verde y comportamiento predecible durante la sinterización. Es particularmente eficaz para producir formas grandes, complejas o con alta relación de aspecto que se agrietarían o deformarían bajo presión uniaxial.
El valor central del CIP reside en la homogeneidad. Al someter el material a una presión igual por todos lados, asegura que la densidad sea uniforme en toda la pieza, lo cual es el factor crítico para prevenir la distorsión y maximizar la resistencia del material después de la cocción.

Lograr una Integridad Superior del Material
Eliminación de Gradientes de Densidad
En el prensado uniaxial tradicional, la fricción crea una densidad desigual, lo que lleva a puntos débiles. El CIP aplica presión hidráulica uniformemente a través de un medio fluido, asegurando que cada milímetro del polvo se compacte por igual.
Esta uniformidad elimina los "gradientes de prensado" que a menudo causan tensiones internas. En consecuencia, el riesgo de agrietamiento o delaminación durante el proceso de cocción posterior se reduce significativamente.
Densidad en Verde Optimizada
El CIP típicamente logra una densidad en verde del 60% al 80% del máximo teórico. Esta alta densidad inicial proporciona una base sólida para la fase de sinterización.
Debido a que las partículas están empaquetadas de manera apretada y uniforme, el componente sinterizado final exhibe propiedades mecánicas superiores, incluyendo mayor resistencia, dureza y resistencia al desgaste.
Contracción Predecible
La cerámica se contrae durante la sinterización, y la contracción desigual conduce a piezas deformadas. Dado que el CIP crea una distribución de densidad uniforme, la contracción ocurre de manera uniforme en todas las direcciones.
Esta previsibilidad permite a los ingenieros diseñar moldes que tengan en cuenta con precisión la reducción de tamaño, asegurando que el componente final cumpla con las especificaciones dimensionales con una distorsión mínima.
Desbloqueo de la Complejidad Geométrica
Fabricación de Formas Complejas
El CIP no está restringido por el movimiento rígido en línea recta de las prensas mecánicas. Puede moldear eficazmente formas intrincadas, como tubos, ferritas para electrónica y componentes con socavados.
Es especialmente ventajoso para piezas con altas relaciones de aspecto (mayores que 2:1), como varillas largas o tubos de pared delgada, que son difíciles de prensar uniaxialmente sin romperse.
Escalabilidad y Tamaño
La única limitación en el tamaño de la pieza es el volumen de la cámara de presión. Esto hace que el CIP sea ideal para producir billets o preformas cerámicas muy grandes que exceden las capacidades de tonelaje de las prensas de troquel estándar.
Producción de Forma Casi Neta
Al formar piezas que están cerca de su geometría final, el CIP reduce la necesidad de mecanizado post-proceso extenso. Esto es crítico cuando se trabaja con cerámicas, que son difíciles y costosas de mecanizar una vez endurecidas.
Eficiencia Económica y Operacional
Menores Costos de Herramientas
El CIP utiliza moldes flexibles (bolsas) hechos de elastómeros en lugar de troqueles metálicos costosos y de alta precisión. Esto reduce significativamente la barrera de entrada para la creación de prototipos o tiradas de producción pequeñas.
Mayor Resistencia en Verde
La intensa presión utilizada en el CIP da como resultado un cuerpo "en verde" (sin sinterizar) con excepcional integridad estructural. Estas piezas son lo suficientemente resistentes como para ser manipuladas, mecanizadas o conformadas adicionalmente antes del paso final de sinterización, reduciendo las tasas de rotura durante el procesamiento.
Eficiencia de Material
El proceso evita reacciones químicas y fusión, lo que lleva a una pérdida de material casi nula. Además, dado que generalmente no se requieren pasos de quemado de aglutinante o secado extenso, el tiempo total del ciclo de procesamiento se reduce en comparación con los métodos de conformado en húmedo.
Comprender las Compensaciones
Limitaciones del Acabado Superficial
Debido a que los moldes son flexibles, el acabado superficial de un componente CIP es generalmente menos preciso que el de una pieza prensada con troquel. Los fabricantes deben anticipar la necesidad de algún mecanizado superficial si se requieren tolerancias externas ajustadas.
Velocidad de Producción
Si bien es eficiente para piezas complejas o grandes, el CIP es generalmente un proceso por lotes. Puede tener tiempos de ciclo más lentos en comparación con el prensado uniaxial automatizado de alta velocidad utilizado para piezas simples y de alto volumen como baldosas o arandelas pequeñas.
Tomando la Decisión Correcta para su Objetivo
Para determinar si el Prensado Isostático en Frío es la solución correcta para su aplicación, considere sus restricciones específicas:
- Si su enfoque principal es la geometría compleja: Utilice el CIP para piezas con altas relaciones de aspecto, cavidades internas o formas irregulares que sufrirían variaciones de densidad en un troquel rígido.
- Si su enfoque principal es la calidad del material: Elija el CIP para garantizar una estructura de grano uniforme y alta resistencia a la fatiga en componentes estructurales críticos.
- Si su enfoque principal es la creación de prototipos: Aproveche los bajos costos de herramientas del CIP para probar diseños cerámicos sin invertir en costosas herramientas duras.
El CIP es la elección definitiva cuando la uniformidad estructural interna es más crítica que el detalle superficial de alta velocidad.
Tabla Resumen:
| Ventaja Clave | Descripción |
|---|---|
| Densidad Uniforme | Elimina gradientes internos para una estructura de material consistente y una contracción predecible. |
| Geometrías Complejas | Permite la producción de formas intrincadas, tubos y piezas con altas relaciones de aspecto. |
| Alta Resistencia en Verde | Proporciona una resistencia excepcional al manejo antes de la sinterización, reduciendo roturas. |
| Menores Costos de Herramientas | Utiliza moldes flexibles, ideal para prototipos y tiradas de producción pequeñas. |
| Eficiencia de Material | Pérdida de material casi nula sin necesidad de quemado de aglutinante. |
¿Necesita producir componentes cerámicos de alta integridad con formas complejas?
KINTEK se especializa en máquinas de prensado de laboratorio, incluida la tecnología avanzada de prensado isostático, para satisfacer las precisas necesidades de conformado de cerámica de su laboratorio. Nuestra experiencia garantiza que logre la densidad uniforme y la calidad del material críticas para el éxito de su aplicación.
Póngase en contacto con nuestros expertos hoy mismo para discutir cómo nuestras soluciones CIP pueden mejorar su proceso de fabricación de cerámica.
Guía Visual
Productos relacionados
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Por qué se prefiere el CIP al prensado uniaxial para el Al 6061? Lograr una densidad uniforme y aleaciones de alto rendimiento
- ¿Cuáles son las ventajas del proceso de Prensado Isostático en Frío (CIP) para LSMO? Lograr una densidad libre de defectos
- ¿Cuál es la ventaja de utilizar una prensa isostática en frío (CIP)? Mejora de la precisión de las pruebas de conductividad de cerámica BCZY5
- ¿Por qué se requiere una prensa isostática en frío (CIP) de laboratorio para la investigación de baterías? Lograr uniformidad isotrópica
- ¿Por qué se aplica el prensado isostático en frío (CIP) después del prensado uniaxial? Optimizar la densidad del precursor superconductor











