
El Dilema del Ingeniero: Una Lucha Contra el Calor
Imagine a un ingeniero encargado de crear un disco cerámico de alta densidad perfectamente plano. Es un componente crítico para un sensor de satélite, donde incluso una deformación a nivel de micras puede desbaratar todo el sistema.
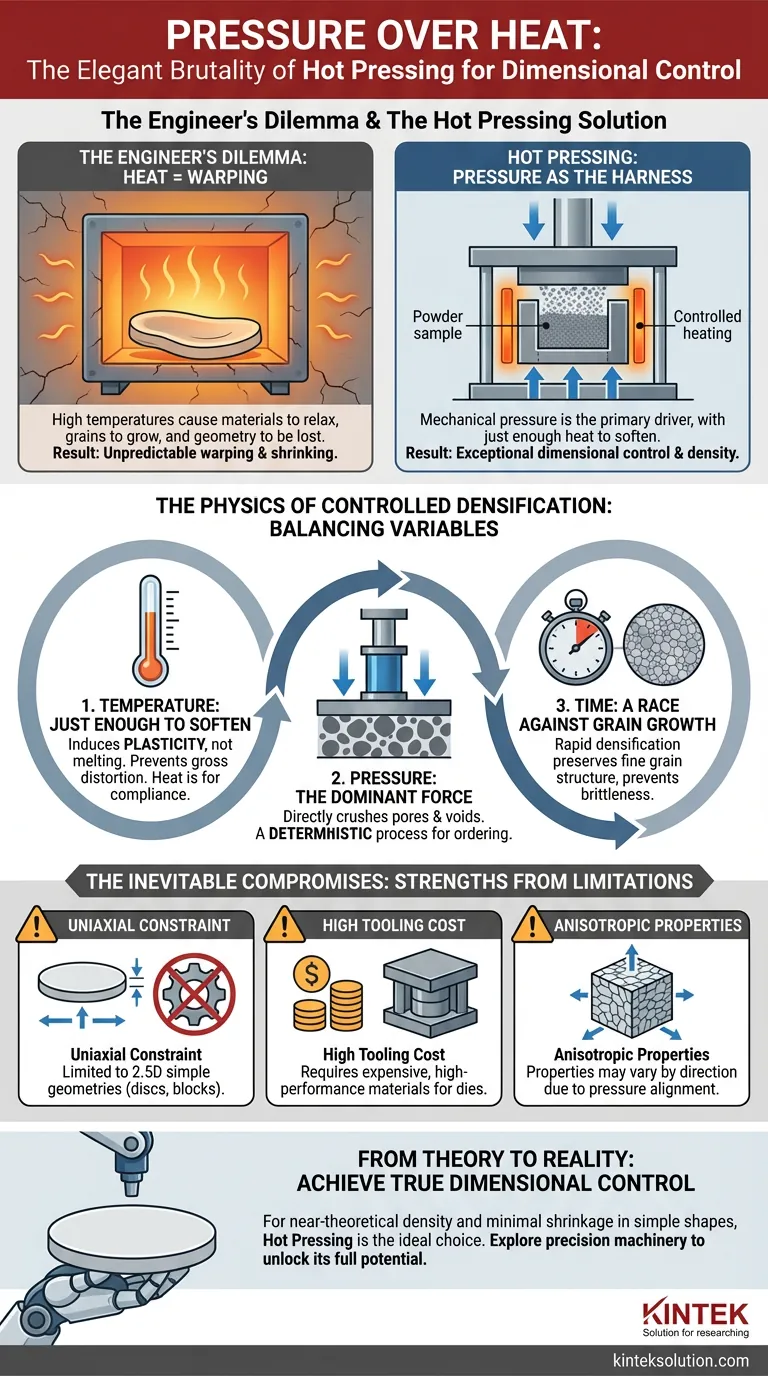
Intentan el sinterizado convencional. Colocan cuidadosamente la pieza verde en el horno, aumentan gradualmente la temperatura y esperan. ¿El resultado? Una pieza densa, pero ligeramente deformada, hundida y encogida de maneras frustrantemente impredecibles.
Esto no es un fallo de habilidad; es una batalla contra la física. A altas temperaturas, los materiales quieren relajarse en estados de menor energía. Los átomos se reorganizan, los granos crecen y la geometría cuidadosamente definida de la pieza cede a la sutil y poderosa atracción de la entropía térmica. El peaje psicológico es de rendimientos decrecientes: más esfuerzo para un menor control.
¿Pero qué pasaría si pudiéramos cambiar fundamentalmente las reglas del juego? ¿Y si, en lugar de depender únicamente de la energía caótica del calor, impusiéramos orden con fuerza mecánica bruta?
Esta es la filosofía detrás del prensado en caliente.
Un Compromiso Deliberado: Control sobre Complejidad
En esencia, el prensado en caliente es una decisión consciente de sacrificar la complejidad geométrica en aras de un control dimensional y una densidad excepcionales.
Es una admisión de que el calor, aunque necesario, es un caballo salvaje. La presión es el arnés. Al hacer de la presión mecánica el principal motor de la consolidación, podemos operar a temperaturas lo suficientemente bajas como para evitar la fusión, el hundimiento o el encogimiento significativo que plagan otros métodos.
Estamos, en esencia, diciéndole al material exactamente qué forma debe mantener mientras forzamos sus partículas a un estado denso y ordenado.
La Física de la Densificación Controlada
La magia del prensado en caliente reside en su manipulación precisa de tres variables: temperatura, presión y tiempo. Lograr el equilibrio adecuado es la clave para crear una pieza de alto rendimiento y dimensionalmente estable.
Temperatura: Lo Justo para Ablandar
El papel del calor en el prensado en caliente está cuidadosamente limitado. El objetivo es alcanzar una temperatura que induzca plasticidad, haciendo que el material sea lo suficientemente blando y maleable como para que sus partículas se deformen y se unan.
Crucialmente, la temperatura se mantiene muy por debajo del punto de fusión del material. La pieza nunca se convierte en líquido. Esta única restricción es lo que previene la distorsión generalizada, el hundimiento y la inestabilidad dimensional observados en procesos como el moldeo o el sinterizado en fase líquida. El calor se utiliza como una herramienta de cumplimiento, no como el motor principal de la densificación.
Presión: La Fuerza Dominante para el Orden
Mientras que la temperatura hace que el material sea complaciente, la presión hace el verdadero trabajo. La fuerza mecánica aplicada externamente es inmensa, aplastando directamente los poros y huecos entre las partículas del material.
Este es un camino mucho más directo y controlable hacia la densificación que depender del calor para sinterizar lentamente las partículas. Es un proceso determinista, que reemplaza la naturaleza probabilística de la difusión atómica con la certeza de la fuerza mecánica.
Tiempo: Una Carrera Contra el Cambio Microestructural
Debido a que la alta presión es tan efectiva para acelerar la densificación, todo el proceso se puede completar en un marco de tiempo mucho más corto.
Esta velocidad no se trata solo de eficiencia; es fundamental para la integridad del material. La exposición prolongada a altas temperaturas fomenta el crecimiento excesivo de los granos, lo que puede hacer que un material sea quebradizo. Al lograr una densidad completa rápidamente, el prensado en caliente preserva una estructura de grano fina y fuerte, al tiempo que garantiza que el componente mantenga su forma prevista.
Los Compromisos Inevitables
El prensado en caliente es una solución poderosa, pero no es universal. Sus fortalezas nacen de sus limitaciones, y comprenderlas es crucial para tomar una decisión informada.
La Restricción Uniaxial
La limitación más significativa es que el prensado en caliente estándar aplica presión a lo largo de un solo eje. Esto restringe su uso a geometrías relativamente simples como discos, cilindros y bloques rectangulares. Es un maestro de las formas 2.5D, pero no puede producir piezas tridimensionales complejas.
El Precio del Poder
Los troqueles utilizados para contener la pieza de trabajo deben soportar presiones extremas y altas temperaturas simultáneamente. Esto requiere materiales caros y de alto rendimiento como grafito especial o metales refractarios, lo que convierte a las herramientas en una inversión significativa. Para prototipos únicos o tiradas de bajo volumen, este costo puede ser prohibitivo.
Un Mundo Direccional
Debido a que la presión se aplica de forma uniaxial, la estructura de grano del material puede alinearse. Esto puede dar lugar a propiedades anisótropas, lo que significa que el componente puede ser más fuerte o comportarse de manera diferente a lo largo de un eje en comparación con otro. Para aplicaciones que requieren una uniformidad perfecta en todas las direcciones, esta es una consideración crítica.
De la Teoría a la Realidad: La Herramienta Adecuada para el Trabajo
Los beneficios teóricos del prensado en caliente —densidad y control dimensional sin igual— solo se logran cuando el equipo puede ejecutar impecablemente la delicada danza entre temperatura, presión y tiempo. Este no es un proceso para maquinaria rudimentaria. Requiere un sistema construido para la precisión.
Elegir el proceso de fabricación adecuado significa alinear sus fortalezas con su objetivo principal.
- Para una densidad cercana a la teórica y una contracción mínima en una forma simple: El prensado en caliente es la opción ideal.
- Para piezas complejas de forma neta en 3D: Métodos alternativos como el Prensado Isostático en Caliente (HIP) son más adecuados.
- Para producción económica de alto volumen de componentes menos críticos: La metalurgia de polvos convencional de prensado y sinterizado puede ser más económica.
Cuando su objetivo es el máximo control sobre la forma y la densidad, necesita equipos que puedan ofrecer ese control de manera repetible y confiable. Las prensas de laboratorio avanzadas de KINTEK, incluidos los modelos automáticos, calentados e isostáticos, están diseñadas para proporcionar la gestión precisa del proceso requerida para convertir las ventajas teóricas en resultados tangibles.
Para superar los compromisos de los procesos impulsados por el calor y lograr un verdadero control dimensional en sus materiales, explore cómo la maquinaria de precisión puede desbloquear todo el potencial del prensado en caliente. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Máquina de prensa hidráulica automática de alta temperatura con placas calentadas para laboratorio
- Prensa Hidráulica Calefactada con Placas Calefactoras para Prensa en Caliente de Laboratorio con Caja de Vacío
- Prensa Hidráulica Calefactada Automática con Placas Calientes para Laboratorio
- Prensa Hidráulica Calentada Con Placas Calentadas Para Caja De Vacío Prensa Caliente De Laboratorio
- Prensadora hidráulica calefactada manual partida de laboratorio con placas calientes
Artículos relacionados
- Del Caos al Control: El Poder Oculto de una Prensa de Laboratorio Calentada
- La arquitectura invisible de una pastilla: por qué los ingenieros térmicos confían en la farmacéutica
- Más allá de la fuerza bruta: La ciencia de la precisión en las prensas de laboratorio calentadas
- La arquitectura de la certeza: por qué la prensa de laboratorio es el ancla de la ciencia de materiales
- La fragua invisible: por qué la prensa de laboratorio es el alma de los nanocompuestos



















