
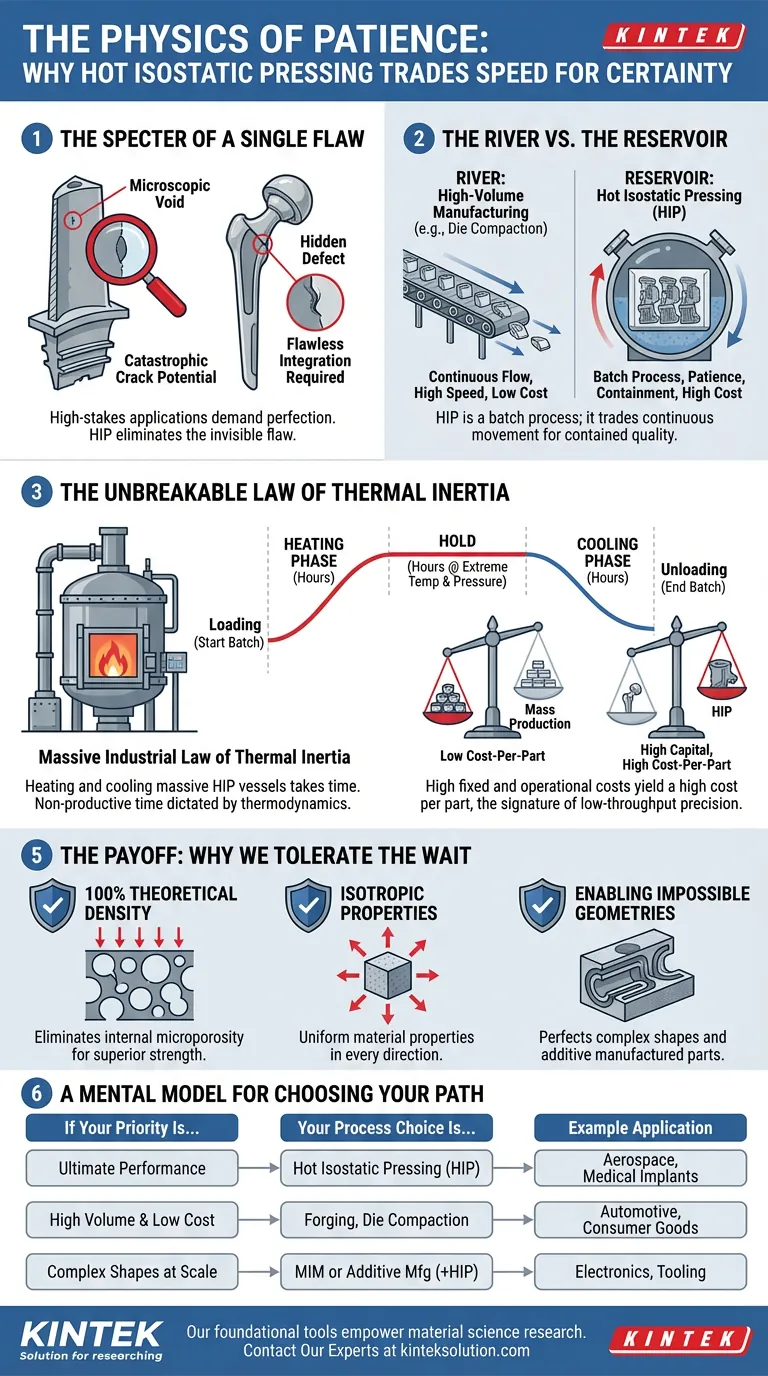
El Espectro de un Solo Defecto
Imagine a un ingeniero diseñando la pala de una turbina para un nuevo motor a reacción. La simulación en su pantalla muestra tensiones millones de veces a lo largo de su vida útil. Un solo vacío microscópico, oculto en lo profundo de la aleación metálica, podría crecer hasta convertirse en una grieta catastrófica.
O imagine a un cirujano preparando un implante de cadera de titanio. El bienestar a largo plazo del paciente depende de que ese componente se integre sin fallos, soportando décadas de uso sin problemas.
En estos mundos, el principal enemigo no es el costo ni la velocidad de producción. Es la incertidumbre. Es el fantasma del defecto invisible. El proceso de fabricación elegido no se trata de hacer muchas cosas; se trata de hacer una cosa *perfectamente*. Este es el espacio psicológico donde existe el Prensado Isostático en Caliente (HIP).
El Río frente al Embalse
La fabricación de alto volumen es un río. Fluye continuamente, con las piezas moviéndose rápidamente de una etapa a la siguiente. Piense en la compactación en matriz o la extrusión, donde los productos se estampan o se expulsan cada segundo.
El HIP es un embalse. Es un proceso por lotes, definido fundamentalmente por su naturaleza de inicio y parada.
Se carga un lote de componentes en una vasija de alta presión. La vasija se sella. Se calienta y presuriza lentamente con un gas inerte como el argón. Se mantiene a temperatura y presión extremas durante horas. Luego, se enfría y despresuriza lentamente antes de que las piezas puedan ser retiradas finalmente.
Todo el sistema opera sobre el principio de contención y paciencia, no de movimiento continuo. Esta es la primera y más significativa barrera para la producción de alto volumen.
La Ley Inquebrantable de la Inercia Térmica
El principal cuello de botella en el ciclo HIP no es la presurización, es la física. Específicamente, la inercia térmica.
Un horno industrial masivo, construido para contener una presión inmensa, no puede cambiar su temperatura rápidamente. Así como un gran barco no puede girar en un instante, una vasija HIP no puede calentarse rápidamente ni enfriarse bruscamente.
- Fase de Calentamiento: Tarda horas en llevar el lote a la temperatura objetivo de manera uniforme.
- Fase de Enfriamiento: Tarda aún más horas en enfriarse de forma segura antes de que se pueda liberar la presión.
Este tiempo no productivo está intrínseco al proceso. Es un retraso ineludible dictado por las leyes de la termodinámica. Mientras que una prensa de forja puede producir una pieza cada minuto, la producción de un ciclo HIP se mide en piezas por ciclo de 8 a 12 horas.
La Economía de un Ritmo Deliberado
Este ritmo lento y deliberado da forma directamente a la ecuación de costos.
Alto Capital, Mayor Riesgo
Las vasijas HIP son maravillas de la ingeniería, diseñadas para la seguridad en condiciones que pulverizarían equipos inferiores. Esta sofisticación viene con un alto precio. A esto se suma el significativo costo operativo de las grandes cantidades de gas argón consumidas en cada ciclo.
El Dilema del Costo por Pieza
Cuando se dividen estos altos costos fijos y operativos por el pequeño número de piezas producidas en un día, el costo por pieza es inevitablemente alto. Es la firma económica de un proceso especializado de baja producción. No puede competir en costo con los verdaderos métodos de producción en masa.
La Recompensa: Por Qué Toleramos la Espera
Si el HIP es tan lento y caro, ¿por qué usarlo? Porque lo que logra a menudo no es negociable. Se elige cuando las consecuencias de un fallo del material son inaceptables.
El HIP es una herramienta para eliminar la incertidumbre.
- Logro del 100% de Densidad Teórica: Su misión principal es cazar y eliminar la microporosidad interna. La presión uniforme colapsa estos vacíos, creando un material completamente denso con una vida útil a fatiga y una tenacidad a la fractura drásticamente mejoradas.
- Creación de Propiedades Isotrópicas: Debido a que la presión se aplica desde todas las direcciones (*isostática*), las propiedades del material se vuelven uniformes en todas las direcciones (*isotrópicas*). Esto elimina las debilidades direccionales que pueden ser creadas por procesos como el forjado o el laminado.
- Habilitación de Geometrías Imposibles: Es esencial para perfeccionar componentes de forma cercana a la neta con canales internos complejos, especialmente aquellos fabricados mediante fabricación aditiva (impresión 3D).
Un Modelo Mental para Elegir su Camino
La decisión de usar HIP es estratégica y se basa en la prioridad final de su proyecto.
| Si Su Prioridad Es... | Su Elección de Proceso Es... | Aplicación de Ejemplo |
|---|---|---|
| Rendimiento Definitivo | Prensado Isostático en Caliente (HIP) | Componentes de motores aeroespaciales, implantes médicos |
| Alto Volumen y Bajo Costo | Forjado, Compactación en Matriz, Fundición | Piezas automotrices, bienes de consumo |
| Formas Complejas a Escala | Moldeo por Inyección de Metales (MIM) o Fabricación Aditiva (con HIP como paso final opcional) | Carcasas de electrónica intrincadas, herramientas especializadas |
En última instancia, el HIP no es un defecto en el mundo de la fabricación de alta velocidad. Es una solución diseñada específicamente para un mundo donde la fiabilidad es primordial. Es la decisión calculada de cambiar la eficiencia por la certeza de una estructura de material sin fallos.
Antes de comprometerse con la producción a gran escala, estas teorías de materiales y parámetros de proceso deben perfeccionarse en el laboratorio. El desarrollo y la validación de estos componentes críticos requieren equipos precisos y fiables. En KINTEK, proporcionamos las herramientas fundamentales —desde prensas de laboratorio automáticas y calentadas hasta prensas isostáticas especializadas— que permiten a los investigadores e ingenieros superar los límites de la ciencia de materiales a una escala manejable.
Si está trabajando en la próxima generación de componentes críticos, comprender el material es el primer paso. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
Artículos relacionados
- La búsqueda de una unión perfecta: cómo el prensado isostático en caliente forja nuevos materiales
- Cómo el prensado isostático ofrece un rendimiento superior en industrias críticas
- La Presión por la Perfección: Cómo el Prensado Isostático en Caliente Logra la Integridad Absoluta del Material
- Cómo el prensado isostático en caliente transforma la fabricación de alto rendimiento
- La arquitectura de la intimidad: por qué las baterías de estado sólido requieren 375 MPa



















