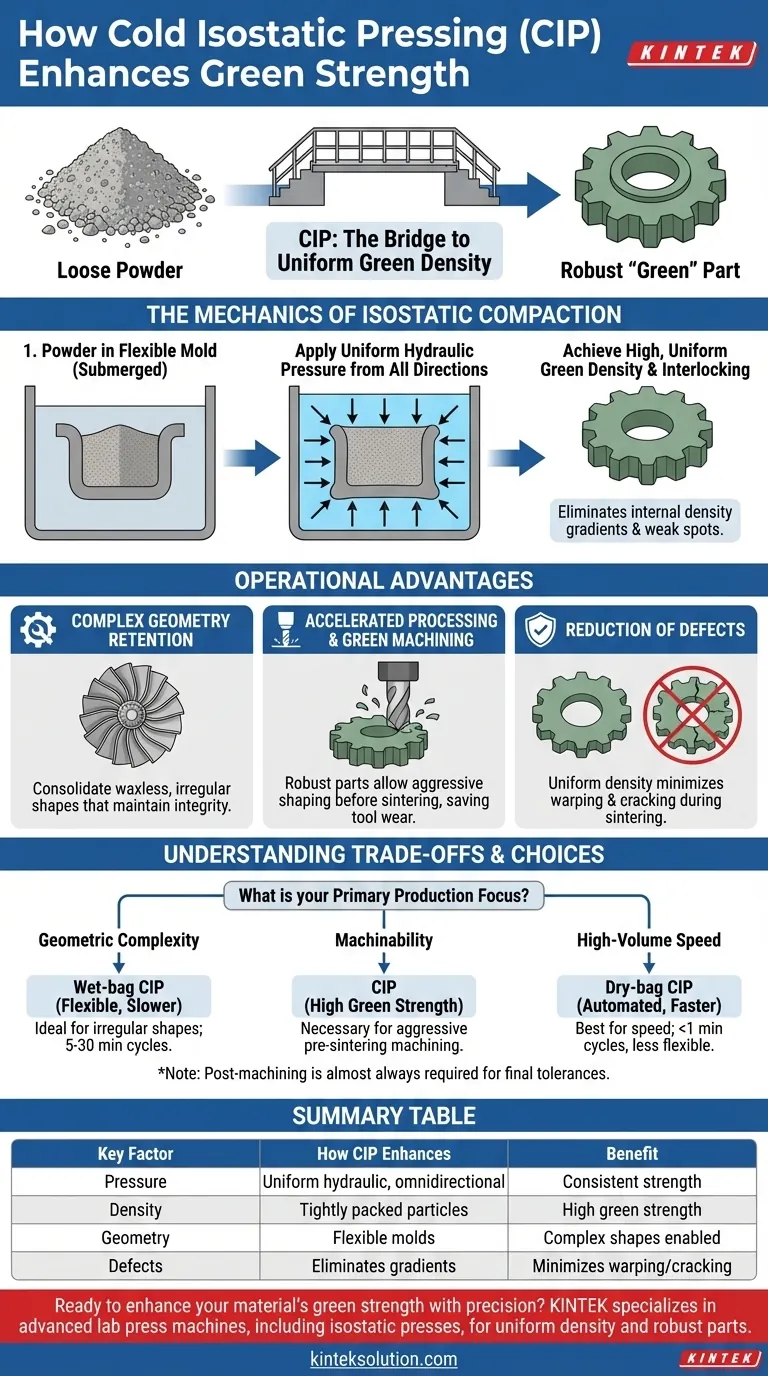
El prensado isostático en frío (CIP) mejora la resistencia en verde al aplicar una presión hidráulica alta y uniforme a los materiales en polvo desde todas las direcciones simultáneamente. Esta compresión omnidireccional elimina los gradientes de densidad internos, uniendo las partículas de polvo en una masa cohesiva y sólida que puede soportar la manipulación, el transporte y el mecanizado antes del proceso final de sinterización.
Conclusión clave: El CIP es el puente entre el polvo suelto y un componente terminado. Al lograr una densidad en verde uniforme, previene las debilidades estructurales comunes en otros métodos de moldeo, permitiendo que las piezas "en verde" frágiles se manipulen y den forma sin desmoronarse.
La Mecánica de la Compactación Isostática
Aplicación de Presión Uniforme
A diferencia de los métodos de prensado tradicionales que aplican fuerza desde uno o dos ejes, el CIP utiliza un medio líquido, típicamente agua, para transmitir la presión.
Un contenedor sellado y elastomérico que contiene el polvo se sumerge en este líquido. Luego, el sistema presuriza el fluido, ejerciendo fuerza por igual en cada superficie del molde.
Esto da como resultado un material con resistencia uniforme en toda su geometría, eliminando los "puntos débiles" causados por una distribución desigual de la presión.
Logro de Alta Densidad en Verde
El principal impulsor de la resistencia en verde es la densidad. El CIP fuerza a las partículas a un arreglo estrechamente empaquetado que la vibración mecánica o el prensado uniaxial no pueden lograr.
Esta consolidación a alta presión aumenta la fricción y el entrelazamiento entre las partículas.
El resultado es un cuerpo "en verde" que mantiene su forma de manera rígida, a pesar de no estar aún unido químicamente por calor (sinterización).
Retención de Geometría Compleja
El CIP utiliza bolsas elastoméricas flexibles en lugar de troqueles rígidos.
Esto permite la consolidación de formas complejas y sin cera que serían imposibles de extraer de un molde rígido estándar.
Debido a que la densidad es uniforme, las piezas largas o irregulares mantienen su integridad estructural y no se deforman ni se agrietan bajo su propio peso una vez retiradas del molde.
Ventajas Operativas para la Fabricación
Procesamiento Acelerado
Los materiales con alta resistencia en verde mejoran significativamente el rendimiento de la fabricación.
Debido a que las piezas son robustas, se pueden mover a la siguiente etapa de procesamiento de inmediato.
Esta durabilidad permite un mecanizado en verde agresivo —dar forma a la pieza mientras está lo suficientemente blanda como para cortarla fácilmente pero lo suficientemente fuerte como para no romperse— lo que reduce el desgaste de las herramientas en comparación con el mecanizado de piezas endurecidas.
Reducción de Defectos
La uniformidad proporcionada por el CIP es fundamental para la calidad final de la pieza.
Las variaciones en la densidad en verde a menudo conducen a deformaciones o grietas durante la fase de sinterización.
Al garantizar que el cuerpo en verde sea uniforme desde el principio, el CIP minimiza estos rechazos posteriores, contribuyendo indirectamente a la dureza, la resistencia al desgaste y la estabilidad térmica del componente final.
Comprensión de las Compensaciones
Precisión Dimensional y Mecanizado
Si bien el CIP proporciona excelentes propiedades del material, rara vez es un proceso de "forma neta".
El molde flexible se deforma durante el prensado, lo que significa que las dimensiones exteriores de la pieza en verde no son perfectamente precisas.
En consecuencia, casi siempre se requiere un post-mecanizado para lograr las tolerancias finales, lo que añade un paso al flujo de trabajo de fabricación.
Variabilidad del Tiempo de Ciclo
La velocidad del proceso depende en gran medida del método específico utilizado.
El procesamiento en bolsa húmeda es versátil pero lento, con tiempos de ciclo que varían de 5 a 30 minutos, lo que lo hace mejor para piezas complejas de bajo volumen.
El procesamiento en bolsa seca está automatizado y es mucho más rápido (menos de 1 minuto), pero generalmente es menos flexible en cuanto a los cambios de geometría de la pieza.
Tomando la Decisión Correcta para su Objetivo
Para determinar si el CIP es la solución correcta para sus requisitos de resistencia en verde, considere sus objetivos de producción específicos:
- Si su enfoque principal es la Complejidad Geométrica: El CIP es ideal porque la presión isostática garantiza una densidad uniforme en formas irregulares que se agrietarían en troqueles rígidos.
- Si su enfoque principal es la Mecanizabilidad: El CIP proporciona la alta resistencia en verde necesaria para mecanizar piezas de forma agresiva antes de la sinterización, ahorrando tiempo y vida útil de la herramienta.
- Si su enfoque principal es la Velocidad de Alto Volumen: Debe optar por sistemas CIP automatizados de bolsa seca para superar las limitaciones de tiempo de ciclo de los métodos estándar de bolsa húmeda.
Al estabilizar la estructura del material al principio del proceso, el CIP transforma polvos delicados en componentes robustos listos para aplicaciones de alto estrés.
Tabla Resumen:
| Factor Clave | Cómo el CIP Mejora la Resistencia en Verde |
|---|---|
| Aplicación de Presión | Aplica presión hidráulica uniforme desde todas las direcciones simultáneamente |
| Densidad | Logra una densidad en verde alta y uniforme al empaquetar estrechamente las partículas |
| Geometría | Permite formas complejas con resistencia constante en toda la pieza |
| Reducción de Defectos | Minimiza deformaciones y grietas al eliminar gradientes de densidad |
¿Listo para mejorar la resistencia en verde de su material con precisión? KINTEK se especializa en máquinas de prensa de laboratorio avanzadas, incluidas las prensas isostáticas, diseñadas para ofrecer una densidad uniforme y piezas en verde robustas para sus necesidades de laboratorio. Ya sea que esté trabajando con geometrías complejas o necesite alta resistencia en verde para el mecanizado, nuestra experiencia garantiza resultados óptimos. Contáctenos hoy para discutir cómo nuestras soluciones CIP pueden optimizar su proceso de fabricación y mejorar la calidad de sus componentes.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuál es el principio operativo fundamental de una Prensa Isostática en Frío (CIP) de laboratorio eléctrico? Lograr una uniformidad superior en la compactación de polvos
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
















