En esencia, el Prensado Isostático en Frío (CIP) funciona sumergiendo un molde flexible lleno de polvo en una cámara de líquido y aplicando una presión inmensa y uniforme desde todas las direcciones. Esta fuerza hidrostática compacta el polvo en un objeto sólido, conocido como "pieza en verde", que posee una densidad excepcionalmente uniforme. A diferencia del prensado tradicional, que aplica la fuerza a lo largo de un solo eje, el CIP asegura que cada superficie de la pieza se compacte por igual.
La ventaja fundamental del Prensado Isostático en Frío no es meramente la compactación, sino el logro de una densidad uniforme en todo el componente, independientemente de su complejidad. Esto resuelve el problema crítico de las propiedades inconsistentes del material y la contracción impredecible durante la sinterización final que afecta a otros métodos de prensado.

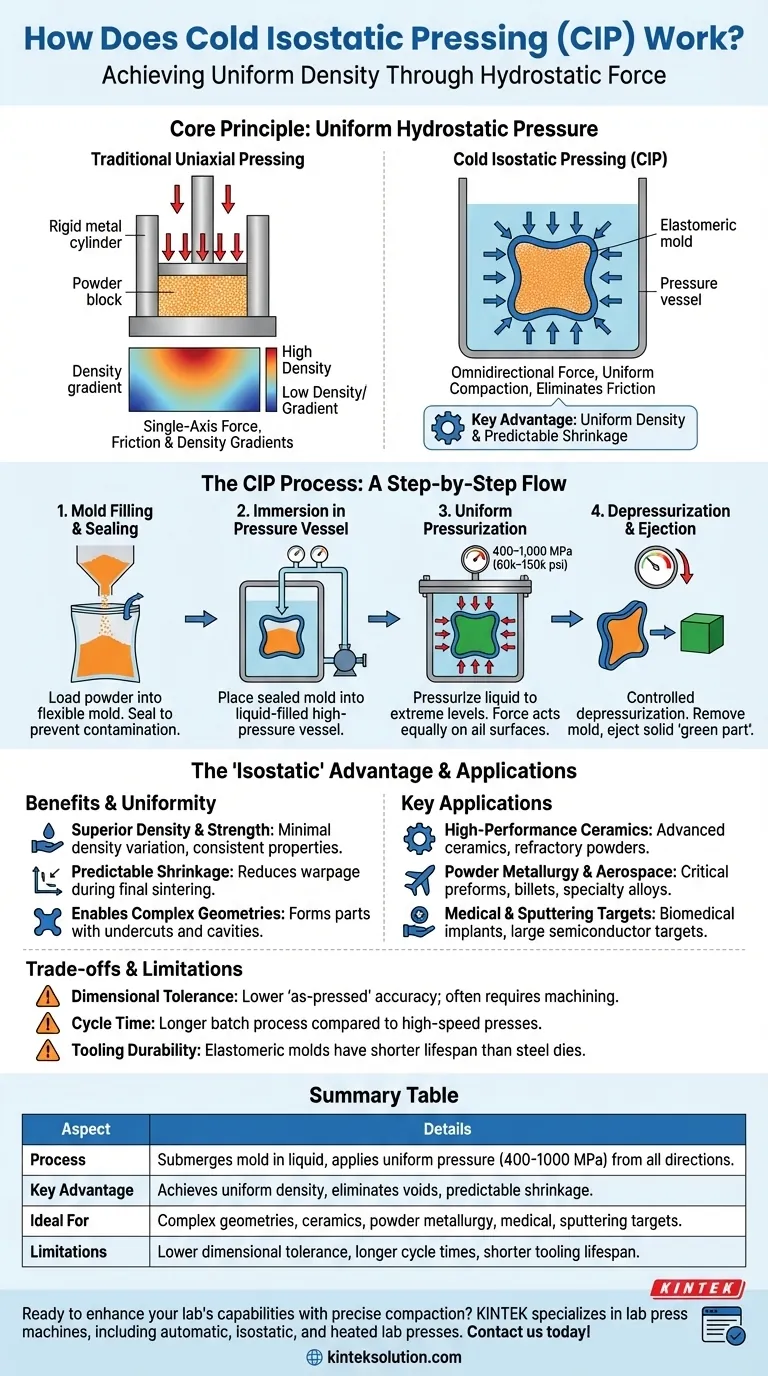
El Proceso CIP: Un Desglose Paso a Paso
El proceso CIP es un ciclo metódico diseñado para convertir el polvo suelto en un componente coherente y manejable, listo para pasos de fabricación posteriores como la sinterización.
Paso 1: Llenado y Sellado del Molde
Primero, el material en polvo, generalmente una cerámica o un metal, se carga cuidadosamente en un molde flexible de elastómero. Este molde es esencialmente una bolsa duradera y con forma precisa hecha de materiales como caucho o poliuretano que define la geometría de la pieza. Luego, el molde se sella herméticamente para evitar que el fluido de presurización contamine el polvo.
Paso 2: Inmersión en el Recipiente a Presión
El molde sellado se coloca en la cámara de un recipiente de alta presión. Esta cámara se llena con un medio líquido, más comúnmente agua o un aceite especializado, que actuará como agente de transmisión de presión.
Paso 3: Presurización Uniforme
El recipiente se sella y las bombas aumentan la presión del líquido a niveles extremos, típicamente entre 400 y 1.000 MPa (60.000 a 150.000 psi). Debido a que la presión es ejercida por un fluido, actúa con igual fuerza sobre cada punto de la superficie del molde; este es el principio "isostático". Esta presión intensa y uniforme consolida las partículas de polvo sueltas, eliminando vacíos y aumentando drásticamente la densidad del material.
Paso 4: Despresurización y Expulsión
Después de mantener la presión máxima durante un tiempo determinado, la presión se libera lenta y cuidadosamente. Una tasa de despresurización controlada es fundamental para evitar que se formen defectos o grietas en la pieza recién compactada. Una vez a presión ambiente, el molde se retira del recipiente, se abre y se expulsa la "pieza en verde" sólida.
La Ventaja "Isostática": Por Qué Importa la Presión Uniforme
El verdadero valor del CIP radica en cómo soluciona los defectos inherentes de los métodos de compactación tradicionales.
Superando los Límites del Prensado Uniaxial
Imagine presionar arena en un cilindro rígido con un solo pistón. La arena directamente debajo del pistón se compacta mucho, pero la fricción contra las paredes del cilindro evita que esa presión llegue a las esquinas inferiores. Esto crea gradientes de densidad significativos.
El CIP es diferente. Es como apretar un globo de agua: la presión se aplica perfectamente y de manera uniforme en toda la superficie. Esto elimina el problema de la fricción de la pared y asegura que cada parte de la masa de polvo experimente la misma fuerza compresiva.
El Resultado: Densidad y Resistencia Superiores
Esta compactación uniforme da como resultado una "pieza en verde" con una variación de densidad mínima desde la superficie hasta el núcleo. Una densidad uniforme conduce a un encogimiento predecible y uniforme durante la fase final de sinterización a alta temperatura, reduciendo la deformación y las tensiones internas. El producto final resultante tiene propiedades mecánicas más fiables y consistentes.
Permitiendo Geometrías Complejas
Dado que la presión es transmitida por un fluido, el CIP no está limitado por el movimiento lineal de un juego de matrices. Esto le permite formar formas altamente complejas, incluidas piezas con socavados, cavidades internas o perfiles largos y delgados que son imposibles de producir con el prensado uniaxial convencional.
Comprensión de las Compensaciones y Limitaciones
Aunque es potente, el CIP no es la solución para todas las aplicaciones. Sus beneficios conllevan compensaciones específicas que deben considerarse.
Tolerancia Dimensional
La naturaleza flexible de los moldes significa que la precisión dimensional "tal como se presiona" de una pieza CIP es generalmente menor que la lograda con herramientas de acero rígidas en la compactación por matriz. Las piezas a menudo requieren un mecanizado final para cumplir con tolerancias estrictas.
Tiempo de Ciclo
El CIP es típicamente un proceso por lotes. El tiempo necesario para cargar, presurizar, despresurizar y descargar el recipiente hace que su tiempo de ciclo sea significativamente más largo que el de las prensas mecánicas o hidráulicas automatizadas y de alta velocidad.
Durabilidad de la Herramienta
Aunque son menos costosos de crear para prototipos o tiradas pequeñas, los moldes de elastómero están sujetos al desgaste y tienen una vida útil más corta que las matrices de acero endurecido utilizadas en el prensado tradicional.
Aplicaciones y Materiales Clave
El CIP destaca en la creación de componentes de alto valor donde la integridad del material y las propiedades uniformes son innegociables.
Cerámicas de Alto Rendimiento
El proceso es ideal para consolidar cerámicas avanzadas y polvos refractarios. Estos materiales duros y abrasivos son difíciles de compactar uniformemente con otros métodos, lo que hace que el CIP sea esencial para producir componentes cerámicos de alta pureza.
Metalurgia de Polvos y Aeroespacial
En metalurgia de polvos, el CIP se utiliza para crear preformas para componentes críticos aeroespaciales y automotrices. Puede producir grandes lingotes de aleaciones especiales o metales refractarios con alta resistencia en verde que se pueden manipular y mecanizar fácilmente antes de la sinterización.
Implantes Médicos y Objetivos de Pulverización Catódica
La capacidad de crear formas complejas con densidad uniforme convierte al CIP en una tecnología clave para la producción de implantes biomédicos. También se utiliza para fabricar objetivos de pulverización catódica cerámicos grandes y densos utilizados en la producción de semiconductores y pantallas planas.
Tomando la Decisión Correcta para su Objetivo
Seleccionar el método de compactación correcto depende totalmente del equilibrio de complejidad, volumen y requisitos de rendimiento de su proyecto.
- Si su enfoque principal es la producción de gran volumen de formas simples: La compactación por matriz tradicional es probablemente más rentable y rápida.
- Si su enfoque principal es lograr la máxima densidad uniforme en una pieza compleja o grande: El Prensado Isostático en Frío es la opción técnica superior.
- Si su enfoque principal es procesar metales refractarios o cerámicas avanzadas difíciles de compactar: El CIP es a menudo el único método viable para lograr una pieza en verde de alta calidad.
En última instancia, el Prensado Isostático en Frío le permite crear materiales con una uniformidad estructural que otros métodos simplemente no pueden igualar.
Tabla de Resumen:
| Aspecto | Detalles |
|---|---|
| Proceso | Sumerge molde lleno de polvo en líquido, aplica presión uniforme (400-1000 MPa) desde todas las direcciones |
| Ventaja Clave | Logra densidad uniforme, eliminando vacíos y asegurando una contracción predecible en la sinterización |
| Ideal Para | Geometrías complejas, cerámicas de alto rendimiento, metalurgia de polvos, implantes médicos, objetivos de pulverización catódica |
| Limitaciones | Menor tolerancia dimensional, tiempos de ciclo más largos, vida útil de la herramienta más corta en comparación con el prensado uniaxial |
¿Listo para mejorar las capacidades de su laboratorio con compactación precisa? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer las exigentes necesidades de los laboratorios que trabajan con cerámicas, metales y materiales avanzados. Nuestras soluciones ofrecen densidad uniforme, integridad mejorada del material y soporte para geometrías de piezas complejas, lo que garantiza resultados fiables para su investigación y producción. Contáctenos hoy para discutir cómo nuestro equipo puede optimizar sus procesos e impulsar la innovación en sus proyectos.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Cuáles son algunas aplicaciones de investigación de las CIP eléctricas de laboratorio? Desbloquee la densificación uniforme de polvos para materiales avanzados
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión
















