En esencia, el Prensado Isostático en Frío (CIP) automatizado funciona sellando un polvo de material o una pieza preformada dentro de un molde flexible y sellado. Este molde se coloca luego dentro de un recipiente a presión, que se llena con un medio líquido. Un sistema automatizado bombea este líquido a presiones extremadamente altas, compactando el material uniformemente desde todas las direcciones antes de despresurizar el recipiente de manera segura y permitir la extracción de la pieza.
La automatización transforma el CIP de un concepto de laboratorio en un proceso de fabricación confiable. El objetivo principal no es solo mecanizar los pasos, sino lograr una consistencia inigualable en la densidad del material controlando con precisión la aplicación de una presión uniforme.

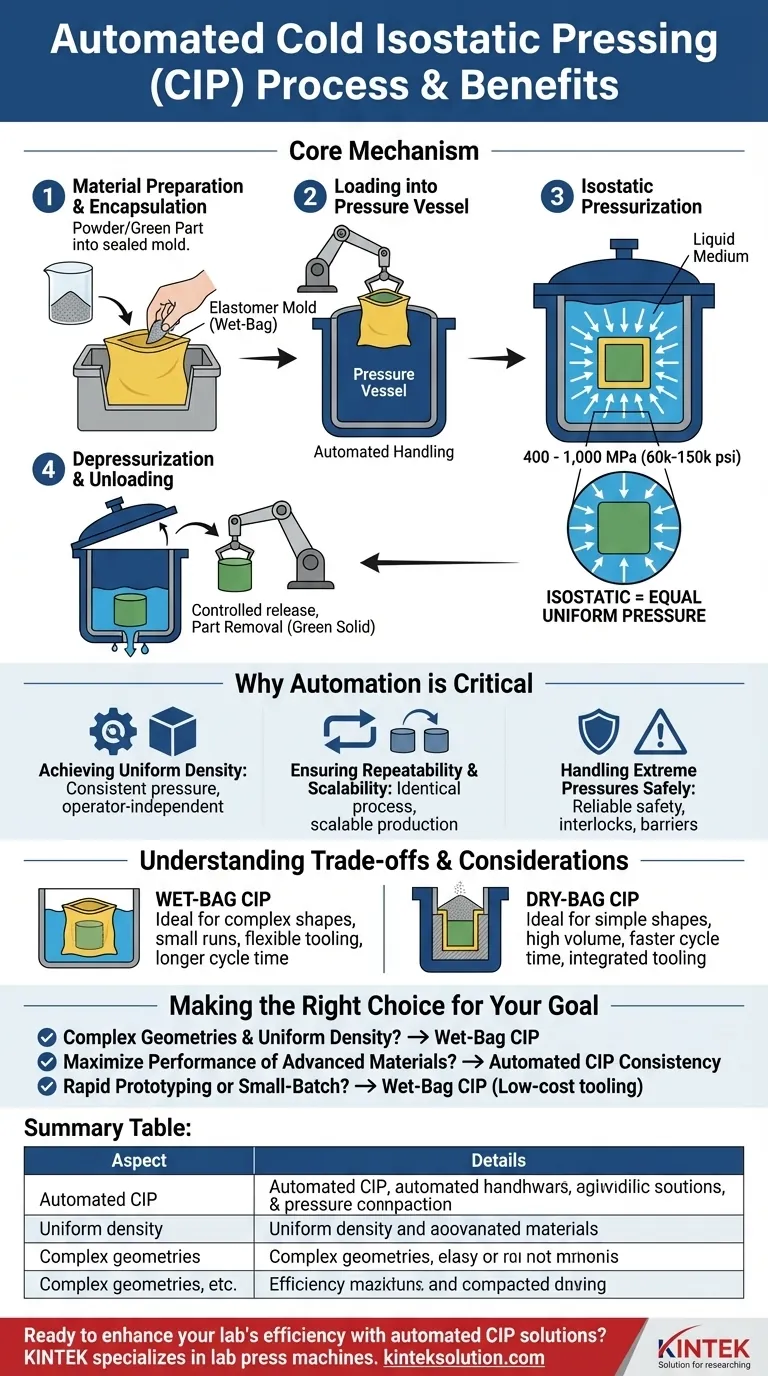
El mecanismo central del CIP automatizado
La automatización del Prensado Isostático en Frío sigue una secuencia precisa y controlada por máquina, diseñada para la seguridad, la repetibilidad y la calidad del material. Cada paso es crítico para lograr una pieza final uniformemente densa.
Paso 1: Preparación y encapsulación del material
El proceso comienza con el material, que suele ser un polvo suelto o una forma precompactada de baja densidad conocida como pieza "verde". Este material se introduce cuidadosamente en un recipiente flexible y hermético, a menudo hecho de un elastómero como caucho o poliuretano. Luego, el molde se sella herméticamente para evitar que el fluido presurizador contamine el material.
Paso 2: Carga en el recipiente a presión
Luego, el molde sellado se carga en un recipiente a presión de alta resistencia. En un sistema totalmente automatizado, un brazo robótico o un sistema transportador realiza este paso, asegurando una colocación precisa y eliminando la manipulación manual de lo que pueden ser herramientas pesadas.
Paso 3: Presurización isostática
Este es el corazón del proceso. El recipiente se sella y un medio líquido, generalmente agua o un aceite especializado, se bombea a la cámara. El sistema de control automatizado aumenta la presión, típicamente entre 400 y 1.000 MPa (o 60.000 a 150.000 psi).
Debido a que la presión se transmite a través de un fluido, se aplica con igual intensidad en todas las superficies del molde. Este es el significado de "isostático" (iso = igual), lo que garantiza que el material se compacte uniformemente sin los gradientes de densidad comunes en el prensado uniaxial (en una sola dirección).
Paso 4: Despresurización y descarga
Después de mantener la presión máxima durante un tiempo determinado, el sistema de control la libera de forma segura y gradual. El fluido se drena del recipiente, la tapa se abre y el sistema de manejo automatizado retira el molde. La pieza en el interior es ahora un sólido "verde" altamente compactado con suficiente resistencia para su manipulación y procesamiento posterior, como el sinterizado.
Por qué la automatización es fundamental para el CIP
Automatizar el proceso CIP no es simplemente una cuestión de conveniencia; es fundamental para aprovechar todo el potencial de la tecnología en un entorno de producción.
Lograr una densidad uniforme
El beneficio clave del CIP es la densidad uniforme que imparte al componente. Un sistema automatizado garantiza que cada pieza esté sujeta exactamente a la misma curva de presión y duración, eliminando la variabilidad del operador y asegurando propiedades de material consistentes lote tras lote.
Garantizar la repetibilidad y la escalabilidad
Para que la fabricación sea viable, debe ser repetible. La automatización garantiza que la compleja secuencia de carga, sellado, presurización y descarga se realice de forma idéntica cada vez. Esta precisión es lo que permite escalar el proceso desde un único prototipo hasta miles de unidades.
Manejo seguro de presiones extremas
Las presiones involucradas en el CIP son inmensas y presentan riesgos significativos para la seguridad. Los sistemas automatizados se construyen con enclavamientos de seguridad robustos, tasas de descompresión controladas y barreras físicas que son mucho más confiables que los procedimientos manuales, lo que hace que el proceso sea seguro para la operación industrial.
Comprender las compensaciones y consideraciones
Aunque potente, el CIP automatizado no es una solución universal. Comprender su contexto operativo es clave para usarlo de manera efectiva.
La distinción "wet-bag" vs. "dry-bag"
El proceso descrito anteriormente se conoce como CIP de "wet-bag" (bolsa húmeda), donde el molde se sumerge físicamente en el fluido. Este método es muy flexible e ideal para formas complejas o pequeñas series de producción.
Una alternativa es el CIP de "dry-bag" (bolsa seca), donde la membrana flexible se integra directamente en la pared del recipiente a presión. Este enfoque es más rápido y adecuado para la producción de alto volumen de formas más simples y estandarizadas, ya que el polvo se vierte directamente en la prensa.
Herramientas y tiempo de ciclo
Los moldes de elastómero en el CIP de bolsa húmeda son artículos consumibles y pueden desgastarse con el tiempo, lo que representa un costo operativo continuo. Además, el tiempo de ciclo para el CIP, que incluye el llenado, la presurización, la descompresión y el drenaje del gran recipiente, es significativamente más largo que el de los métodos de prensado mecánico convencionales.
Tomar la decisión correcta para su objetivo
Para decidir si el CIP automatizado es el proceso correcto, considere el objetivo final de su componente.
- Si su enfoque principal es producir geometrías complejas con densidad uniforme: La flexibilidad de las herramientas de CIP de bolsa húmeda lo convierte en una excelente opción para piezas que son difíciles o imposibles de formar con matrices rígidas.
- Si su enfoque principal es maximizar el rendimiento de materiales avanzados: Para cerámicas técnicas, metales refractarios o compuestos donde los vacíos internos son puntos de falla, la consistencia del CIP automatizado es una ventaja crítica.
- Si su enfoque principal es la creación rápida de prototipos o la producción en lotes pequeños: El CIP de bolsa húmeda ofrece un enfoque de herramientas relativamente de bajo costo en comparación con las matrices de acero endurecido requeridas para el prensado tradicional, lo que lo hace ideal para el desarrollo.
En última instancia, la automatización del proceso CIP transforma un potente principio de consolidación de materiales en una herramienta de fabricación confiable y precisa.
Tabla resumen:
| Aspecto | Detalles |
|---|---|
| Tipo de proceso | Prensado Isostático en Frío (CIP) Automatizado |
| Pasos clave | Encapsulación del material, carga, presurización (400-1000 MPa), despresurización |
| Beneficios | Densidad uniforme, alta repetibilidad, seguridad mejorada, escalabilidad |
| Aplicaciones | Geometrías complejas, materiales avanzados, prototipos, producción de lotes pequeños |
| Métodos | CIP de bolsa húmeda (flexible para formas complejas), CIP de bolsa seca (rápido para alto volumen) |
¿Listo para mejorar la eficiencia de su laboratorio con soluciones CIP automatizadas? KINTEK se especializa en máquinas de prensado de laboratorio, incluyendo prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para brindar un control de presión preciso y una compactación uniforme para las necesidades de su laboratorio. Nuestro equipo garantiza una densidad de material y una escalabilidad superiores, ayudándole a lograr resultados consistentes en la creación de prototipos y la producción. Contáctenos hoy para conversar cómo nuestras soluciones pueden beneficiar sus aplicaciones específicas.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Cuál es el principio operativo fundamental de una Prensa Isostática en Frío (CIP) de laboratorio eléctrico? Lograr una uniformidad superior en la compactación de polvos
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
















