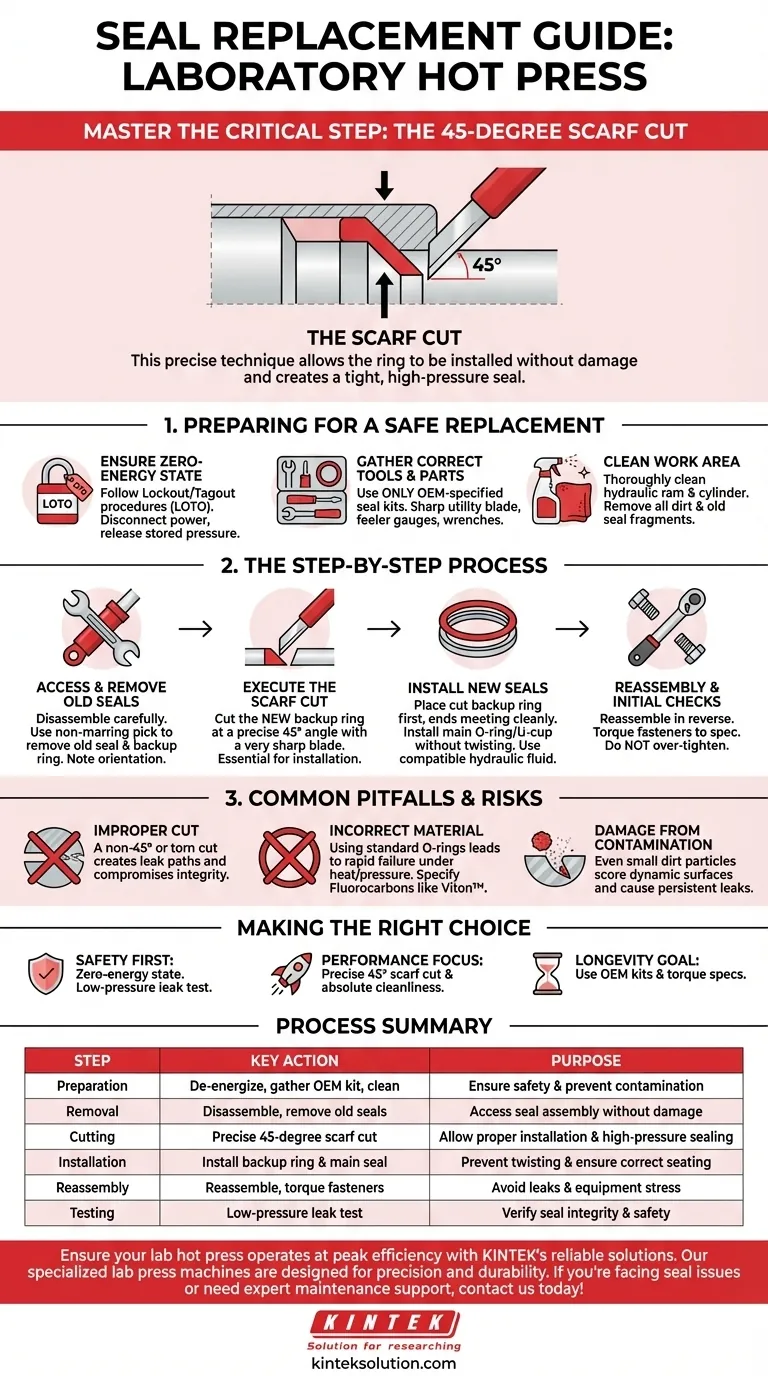
Para reemplazar correctamente los sellos en una prensa caliente de laboratorio, el paso crítico implica realizar un corte preciso de 45 grados en el anillo de respaldo que se encuentra detrás del sello principal. Esta técnica, conocida como "corte en bisel" (scarf cut), permite instalar el anillo en su ranura sin que se estire o dañe, asegurando que se asiente correctamente y proporcione el soporte necesario para un sello de alta presión.
La ejecución de un reemplazo exitoso del sello no es meramente un intercambio de piezas; es una tarea de precisión donde la seguridad y la técnica son primordiales. El corte en bisel de 45 grados es clave para instalar correctamente el conjunto del sello, previniendo fallos inmediatos y asegurando la integridad a largo plazo de su equipo.

Preparación para un reemplazo seguro del sello
Antes de tocar cualquier componente, debe asegurarse de que el entorno sea seguro y de que dispone de los materiales correctos. No realizar estos pasos preliminares es la fuente más común de accidentes y retrabajos.
Asegure un estado de energía cero
La máquina debe estar completamente desenergizada. Esto incluye apagar el interruptor principal, desconectar las líneas de presión hidráulica y verificar que toda la energía almacenada ha sido liberada. Siga los procedimientos de Bloqueo/Etiquetado (LOTO) de su instalación sin excepción.
Reúna las herramientas y piezas correctas
Confirme que tiene el kit de sellos especificado por el OEM. El uso de materiales incorrectos puede provocar una falla catastrófica bajo calor y presión. También necesitará un cuchillo utilitario o una cuchilla afilada para el corte, galgas de espesores y llaves adecuadas para el desmontaje.
Limpie el área de trabajo
Limpie a fondo el vástago hidráulico, el cilindro y las áreas circundantes. Cualquier suciedad, arenilla o fragmentos de sellos viejos introducidos en el sistema pueden rayar las superficies metálicas y hacer que los nuevos sellos fallen prematuramente.
El proceso de reemplazo paso a paso
Con la prensa en un estado seguro, puede comenzar el trabajo mecánico. La precisión es el principio rector durante todo este proceso.
Acceder y retirar los sellos viejos
Desmonte cuidadosamente los componentes necesarios para acceder a los sellos principales del cilindro o del vástago. Utilice una herramienta de púas que no dañe para hacer palanca suavemente y extraer el sello viejo endurecido y el anillo de respaldo detrás de él. Tome nota de la orientación de todos los componentes a medida que los retira.
El corte crítico de 45 grados (el "corte en bisel")
El nuevo anillo de respaldo debe ser cortado para poder instalarse. Este es el paso al que se hace referencia en la directriz de servicio.
Usando una cuchilla muy afilada, corte el anillo de respaldo en un ángulo aproximado de 45 grados. Este corte en bisel permite que el anillo se comprima o expanda ligeramente para encajar en la ranura. Cuando se aplica presión al sistema, fuerza las dos caras angulares del corte a unirse, creando un sello hermético y eficaz.
Instalación de los sellos nuevos
Primero, instale el anillo de respaldo recién cortado en su ranura, asegurándose de que los dos extremos cortados encajen limpiamente. Luego, instale cuidadosamente la junta tórica principal o el sello de copa en U delante de él. Asegúrese de no torcer el sello principal durante la instalación. Una ligera capa de fluido hidráulico compatible con el sistema puede ayudar a asentar los sellos.
Reensamblaje y comprobaciones iniciales
Vuelva a ensamblar los componentes en el orden inverso al desmontaje. Asegúrese de que todos los sujetadores estén apretados según las especificaciones del fabricante. No apriete demasiado, ya que esto puede deformar las bridas y crear nuevas vías de fuga.
Errores comunes a evitar
Comprender los riesgos asociados con esta tarea es tan importante como conocer el procedimiento en sí. Apresurarse en estos pasos puede provocar daños en el equipo o riesgos para la seguridad.
El riesgo de un corte incorrecto
Un corte que no sea un ángulo limpio de 45 grados no encajará correctamente bajo presión y creará una vía de fuga. Una cuchilla desafilada puede rasgar el material, comprometiendo su integridad. El objetivo es una unión perfecta y plana.
El peligro de material incorrecto
Los sellos para una prensa caliente están hechos de compuestos altamente específicos (como Viton™ u otros fluorocarbonos) diseñados para soportar calor y presión extremos. El uso de una junta tórica estándar, de uso general, resultará en una rápida degradación y falla.
Daños por contaminación
Incluso una pequeña partícula de metal o suciedad dejada en una ranura de sellado puede actuar como una herramienta de corte. Rayará las superficies dinámicas del vástago o cilindro, provocando fugas persistentes que un simple reemplazo del sello ya no podrá solucionar.
Tomar la decisión correcta para su objetivo
Después de instalar los sellos nuevos y volver a ensamblar la prensa, se requiere un procedimiento de arranque cuidadoso para verificar el trabajo y garantizar un funcionamiento confiable.
- Si su enfoque principal es la seguridad: Confirme siempre un estado de energía cero antes de comenzar y realice una prueba de fugas a baja presión antes de volver a la presión operativa total.
- Si su enfoque principal es el rendimiento: La precisión del corte en bisel de 45 grados y la limpieza de las ranuras del sello son los dos factores más críticos para un resultado sin fugas.
- Si su enfoque principal es la longevidad: Utilice solo kits de sellos especificados por el OEM y respete las especificaciones de torsión durante el reensamblaje para evitar tensiones en los componentes.
El mantenimiento ejecutado correctamente es la base de un funcionamiento fiable y seguro del equipo.
Tabla resumen:
| Paso | Acción clave | Propósito |
|---|---|---|
| Preparación | Desenergizar la prensa, reunir el kit de sellos OEM, limpiar el área | Garantizar la seguridad y prevenir la contaminación |
| Remoción | Desmontar componentes, retirar sellos viejos | Acceder al conjunto del sello sin daños |
| Corte | Realizar un corte en bisel preciso de 45 grados en el anillo de respaldo | Permitir una instalación adecuada y un sellado de alta presión |
| Instalación | Instalar el anillo de respaldo y el sello principal con cuidado | Prevenir la torsión y asegurar un asiento correcto |
| Reensamblaje | Reensamblar las piezas, apretar los sujetadores según las especificaciones | Evitar fugas y tensiones en el equipo |
| Pruebas | Realizar una prueba de fugas a baja presión antes del uso completo | Verificar la integridad y seguridad del sello |
Asegure que su prensa caliente de laboratorio funcione con la máxima eficiencia con las soluciones fiables de KINTEK. Nuestras máquinas de prensado de laboratorio especializadas, incluyendo prensas automáticas, isostáticas y calentadas, están diseñadas para la precisión y la durabilidad. Si tiene problemas con los sellos o necesita soporte experto en mantenimiento, contáctenos hoy para saber cómo podemos mejorar el rendimiento de su laboratorio y extender la vida útil de su equipo.
Guía Visual
Productos relacionados
- Molde especial para prensa térmica de laboratorio
- Prensa Hidráulica Calefactada Automática con Placas Calientes para Laboratorio
- Molde de prensa de laboratorio de forma especial para aplicaciones de laboratorio
- Molde cilíndrico de prensa de calentamiento eléctrico para laboratorio
- Selladora de pilas de botón para laboratorio
La gente también pregunta
- ¿Por qué se requiere típicamente una prensa térmica de laboratorio al investigar las propiedades mecánicas de los materiales de politiroxano?
- ¿Cómo se utiliza una prensa térmica de laboratorio en la preparación de MEA? Lograr baterías de flujo redox de hierro-cromo de alta eficiencia
- ¿Cuál es el propósito de usar una prensa caliente de laboratorio para cuerpos en verde de IN 718? Mejorar la densidad de las piezas impresas en 3D
- ¿Cómo se utiliza una prensa térmica de laboratorio para evaluar poliésteres alifáticos de base biológica? Prepare muestras fiables para el análisis
- ¿Cuál es la importancia del control de presión y temperatura en una prensa térmica de laboratorio para recubrimientos de ZIF-8/NF?



















