En resumen, las principales ventajas del Prensado Isostático en Frío (CIP) son la capacidad de producir componentes con una densidad y resistencia altamente uniformes, incluso en formas complejas o grandes. Esto se logra aplicando una presión igual desde todas las direcciones, lo que consolida un polvo en una forma sólida con defectos internos mínimos y una alta "resistencia en verde", lo que lo hace lo suficientemente robusto para su manipulación antes del proceso final de endurecimiento.
El valor fundamental del Prensado Isostático en Frío radica en su método único de aplicación de presión. Al utilizar un fluido para prensar un polvo desde todos los lados simultáneamente, el CIP supera las limitaciones principales del prensado unidireccional tradicional, lo que da como resultado piezas estructuralmente superiores y más complejas.

Cómo el Prensado Isostático en Frío Ofrece Resultados Superiores
Para comprender los beneficios del CIP, primero debe comprender su mecanismo central. A diferencia del prensado uniaxial tradicional que aplica fuerza desde una o dos direcciones, el CIP coloca el polvo en un molde flexible y lo sumerge en un recipiente a presión lleno de fluido.
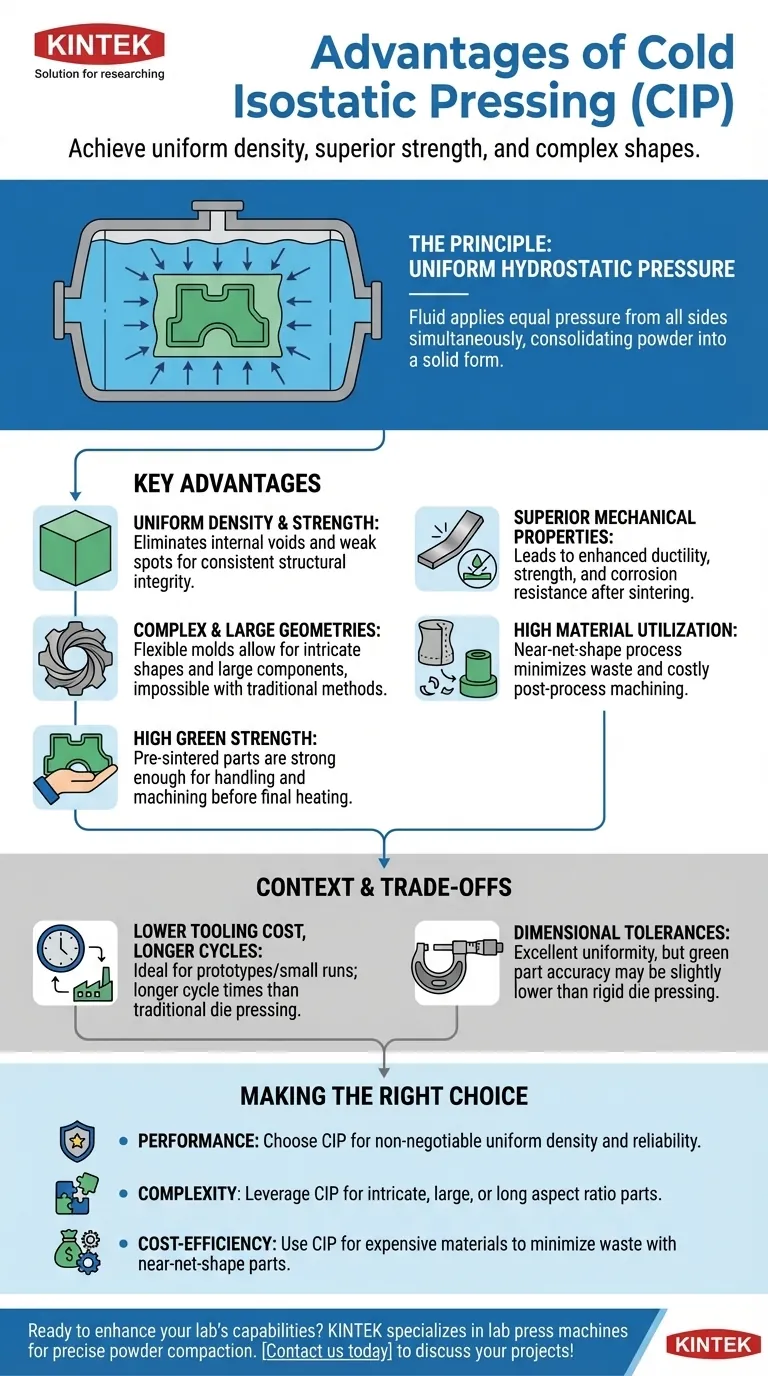
El Principio: Presión Uniforme
El proceso aplica una presión hidrostática constante y uniforme en todas las superficies del molde. Esta presión equilibrada convierte el polvo suelto en un sólido densamente compactado.
Este método elimina los gradientes de presión y la fricción en las paredes del troquel que son comunes en el prensado uniaxial, lo que a menudo conduce a variaciones de densidad dentro de una pieza.
El Resultado: Densidad y Resistencia Uniformes
Debido a que la presión se aplica por igual desde todas las direcciones, el componente resultante tiene una densidad notablemente uniforme. Esta homogeneidad es crítica porque elimina los vacíos internos y los puntos débiles.
Una pieza de densidad uniforme tiene una resistencia constante en toda su estructura, lo que la hace mucho más confiable para aplicaciones exigentes donde la integridad estructural es primordial.
La Versatilidad: Geometrías Complejas y Grandes
El uso de un molde flexible, similar a la goma, libera el proceso de las limitaciones de los troqueles metálicos rígidos. Esto permite la producción de piezas con formas altamente complejas, socavados o características irregulares que son imposibles con otros métodos de prensado.
Además, el CIP no está limitado por el tamaño de la pieza de la misma manera que el prensado tradicional. Puede producir componentes muy grandes, siendo la única restricción el tamaño del propio recipiente a presión. También es excepcionalmente bueno para formar piezas con relaciones de aspecto largas, como varillas o tubos.
Los Beneficios Tangibles en la Producción
La física única del CIP se traduce directamente en mejoras medibles en las propiedades del material y la eficiencia de producción.
Resistencia en Verde Mejorada
El CIP produce una pieza presinterizada con una resistencia en verde excepcionalmente alta. Esto significa que la pieza compactada es lo suficientemente fuerte como para soportar la manipulación y el mecanizado antes del paso final de sinterización (calentamiento).
Esta robustez reduce el riesgo de rotura durante la producción y simplifica los procesos de fabricación posteriores.
Propiedades Mecánicas Superiores
La alta y uniforme densidad lograda a través del CIP conduce directamente a propiedades finales mejoradas del material después de la sinterización. Esto incluye mejoras en la ductilidad, la resistencia general y la resistencia a la corrosión.
El proceso es particularmente efectivo para compactar polvos frágiles, finos o de alto rendimiento, como cerámicas y metales refractarios, que son difíciles de procesar de otra manera.
Alta Utilización del Material
El CIP es un proceso de forma casi neta, lo que significa que la pieza "en verde" inicial está muy cerca de las dimensiones finales deseadas. Esto reduce drásticamente la necesidad de mecanizado post-proceso.
Al minimizar la eliminación de material, el CIP reduce significativamente el desperdicio. Esto proporciona una ventaja de costo sustancial, especialmente cuando se trabaja con materiales caros o avanzados.
Comprendiendo las Ventajas y Desventajas
Aunque potente, el CIP no es la solución universal para todas las necesidades de compactación de polvo. Comprender su contexto es clave para usarlo de manera efectiva.
Herramientas y Volumen de Producción
Los moldes flexibles utilizados en el CIP son generalmente menos costosos de crear que los troqueles de acero endurecido utilizados en el prensado uniaxial, especialmente para tiradas de producción pequeñas o prototipos.
Sin embargo, estos moldes tienen una vida útil más corta y el tiempo de ciclo general para el CIP puede ser más largo. Para la producción de muy alto volumen de formas simples, el prensado tradicional con troquel a menudo sigue siendo más rentable.
Tolerancias Dimensionales
Si bien el CIP proporciona una excelente uniformidad, la precisión dimensional absoluta de una pieza "en verde" de un molde flexible puede ser ligeramente menor que la producida en un troquel rígido.
Las dimensiones finales generalmente se logran durante el proceso de sinterización, pero esta es una consideración crítica para los componentes que requieren tolerancias extremadamente ajustadas antes de aplicar cualquier calentamiento.
Un Paso Intermedio
Es crucial reconocer que el CIP es un proceso de compactación de polvo, no un paso de fabricación final. El compacto "en verde" resultante casi siempre requiere una etapa posterior de sinterización o prensado isostático en caliente (HIP) para fusionar las partículas y lograr las propiedades finales y endurecidas del material.
Tomando la Decisión Correcta para su Objetivo
La selección del proceso de fabricación adecuado depende enteramente de las prioridades específicas de su proyecto.
- Si su enfoque principal es el rendimiento y la confiabilidad: Elija CIP cuando la densidad y la resistencia uniformes sean innegociables para eliminar fallas internas y posibles puntos de falla.
- Si su enfoque principal es la complejidad geométrica: Aproveche el CIP cuando necesite producir piezas con formas intrincadas, tamaños grandes o relaciones de aspecto largas que son imposibles con el prensado tradicional.
- Si su enfoque principal es la rentabilidad con materiales caros: Utilice CIP para crear piezas de forma casi neta que minimicen el desperdicio de material y el costoso mecanizado post-procesamiento.
En última instancia, el Prensado Isostático en Frío permite a los ingenieros crear componentes superiores al superar las limitaciones fundamentales de los métodos tradicionales de compactación de polvo.
Tabla Resumen:
| Ventaja | Descripción |
|---|---|
| Densidad Uniforme | La presión igual desde todas las direcciones elimina vacíos y puntos débiles para una resistencia constante. |
| Formas Complejas | Los moldes flexibles permiten la producción de geometrías intrincadas y piezas grandes no posibles con métodos tradicionales. |
| Alta Resistencia en Verde | Las piezas presinterizadas robustas soportan la manipulación y el mecanizado, reduciendo los riesgos de rotura. |
| Propiedades Superiores | Mejora la ductilidad, la resistencia y la resistencia a la corrosión después de la sinterización, ideal para cerámicas y metales. |
| Eficiencia del Material | El proceso de forma casi neta minimiza el desperdicio y los costos de mecanizado, especialmente con materiales caros. |
¿Listo para mejorar las capacidades de su laboratorio con una compactación de polvo precisa y eficiente? KINTEK se especializa en máquinas de prensa de laboratorio, incluyendo prensas automáticas de laboratorio, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer las necesidades de los laboratorios que trabajan con cerámicas, metales y otros materiales avanzados. Nuestras soluciones le ayudan a lograr una densidad uniforme, formas complejas y propiedades superiores del material, al tiempo que reducen el desperdicio y los costos. Contáctenos hoy para discutir cómo nuestra tecnología CIP puede beneficiar sus proyectos e impulsar la innovación en su investigación.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
















