En esencia, el prensado isostático es un proceso de fabricación que compacta polvos en una masa sólida utilizando una presión extremadamente alta y uniforme. Los métodos principales se definen por la temperatura a la que ocurre este proceso: Prensado Isostático en Frío (CIP), Prensado Isostático en Caliente (WIP) y Prensado Isostático en Caliente (HIP). Cada técnica se elige en función del material específico que se procesa y la densidad final y las propiedades deseadas del componente.
La diferencia fundamental entre los métodos de prensado isostático no es la presión, sino la temperatura. Si bien todos los tipos utilizan presión uniforme para eliminar los vacíos, la adición de calor es lo que permite la fusión final de las partículas de material en un sólido completamente denso y de alto rendimiento.

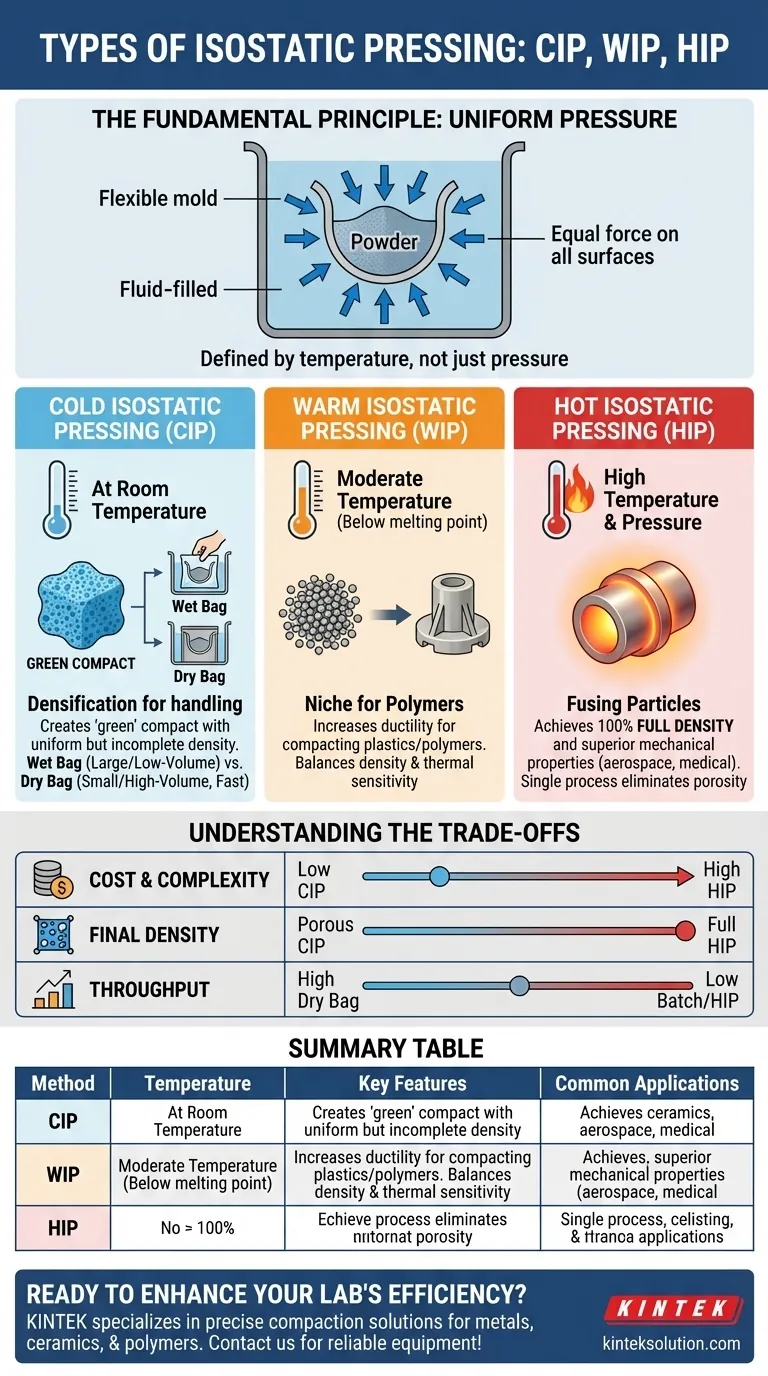
El Principio Fundamental: Presión Uniforme
El prensado isostático es una técnica de pulvimetalurgia diseñada para resolver un problema simple: el prensado tradicional con un troquel solo aplica fuerza en una dirección, lo que lleva a una densidad no uniforme.
Cómo logra la uniformidad
El polvo a compactar se sella primero en un molde o recipiente flexible y deformable. Este recipiente se sumerge luego en un fluido, típicamente aceite o agua para prensado en frío, y un gas inerte como el argón para prensado en caliente.
Cuando el fluido se presuriza, ejerce una fuerza igual sobre cada superficie del molde simultáneamente. Esta presión uniforme colapsa el molde hacia adentro, compactando el polvo de manera uniforme desde todas las direcciones y reduciendo drásticamente la porosidad interna.
Los Métodos Principales de Prensado Isostático
La aplicación de temperatura durante este proceso define los tres métodos distintos, cada uno con capacidades y aplicaciones únicas.
Prensado Isostático en Frío (CIP): Densificación a Temperatura Ambiente
El Prensado Isostático en Frío (CIP) se realiza a o cerca de la temperatura ambiente. Su propósito principal es compactar un polvo en una forma sólida con suficiente resistencia para su manipulación y procesamiento posterior.
Esta pieza inicial, sin sinterizar, se conoce como compacto "en verde". Aunque tiene una densidad uniforme, todavía contiene una porosidad significativa y carece de la resistencia final de un componente completamente procesado.
El CIP en sí se divide en dos subtipos:
- Bolsa húmeda: El molde sellado se sumerge manualmente en el fluido del recipiente a presión, lo que lo hace ideal para piezas grandes o producción de bajo volumen.
- Bolsa seca: El molde se integra en el recipiente a presión, lo que permite ciclos más rápidos y automatizados, adecuados para la fabricación de alto volumen de piezas más pequeñas.
Prensado Isostático en Caliente (WIP): Un Nicho para Polímeros
El Prensado Isostático en Caliente (WIP) opera a una temperatura moderada, típicamente por debajo del punto de fusión del material pero lo suficientemente alta como para aumentar su ductilidad.
Este método se utiliza con mayor frecuencia para compactar polímeros, plásticos y otros materiales que no pueden soportar las temperaturas extremas de HIP pero se benefician de cierto ablandamiento térmico durante la compactación.
Prensado Isostático en Caliente (HIP): Fusión de Partículas con Calor y Presión
El Prensado Isostático en Caliente (HIP) es el más potente de los tres métodos. Aplica tanto presión extrema como alta temperatura simultáneamente, a menudo en un solo ciclo.
La combinación de calor y presión permite que las partículas del material se deformen, difundan y unan a nivel atómico. Este proceso puede eliminar prácticamente toda la porosidad interna, lo que da como resultado un componente que es 100% denso con propiedades mecánicas a menudo superiores a las obtenidas por fundición o forja. HIP es esencial para metales, aleaciones y cerámicas avanzadas de alto rendimiento utilizados en la industria aeroespacial e implantes médicos.
Comprender las Compensaciones
Elegir el método correcto requiere una comprensión clara de las compensaciones entre el costo, la complejidad del proceso y las propiedades finales del material que necesita lograr.
Costo y Complejidad del Equipo
Los sistemas CIP son los más simples y menos costosos. Los sistemas HIP son mucho más complejos y costosos debido a la necesidad de gestionar de forma segura tanto presiones extremas como temperaturas, a menudo requiriendo hornos especializados y manejo de gases inertes. WIP se encuentra en un punto intermedio.
Densidad Final y Propiedades del Material
CIP produce un compacto en verde con densidad uniforme pero incompleta. Para lograr la resistencia total, casi siempre se requiere un paso de sinterización a alta temperatura por separado.
HIP es único en su capacidad de producir una pieza totalmente densa en un solo proceso. Esto elimina la porosidad residual, que es un punto común de falla, lo que lleva a una vida útil superior a la fatiga, ductilidad y resistencia general.
Rendimiento y Tiempo de Ciclo
El CIP de bolsa seca es un proceso muy rápido y automatizado capaz de un alto rendimiento para componentes más pequeños. El CIP de bolsa húmeda es más lento y requiere más mano de obra.
HIP es fundamentalmente un proceso por lotes con largos tiempos de ciclo, a menudo varias horas, debido al tiempo necesario para calentar y enfriar el recipiente. Esto lo hace menos adecuado para la fabricación de alto volumen y bajo costo.
Selección del Método de Prensado Isostático Adecuado
Su elección depende enteramente de su objetivo final, su material y su presupuesto.
- Si su objetivo principal es crear un compacto de polvo uniforme para el sinterizado o mecanizado posterior: Utilice el Prensado Isostático en Frío (CIP) por su rentabilidad y capacidad para producir una pieza en verde manejable.
- Si su objetivo principal es lograr la máxima densidad y propiedades mecánicas superiores en metales, aleaciones o cerámicas avanzadas: Utilice el Prensado Isostático en Caliente (HIP) para eliminar toda la porosidad y crear un componente completamente consolidado y de alto rendimiento.
- Si su objetivo principal es compactar polímeros u otros materiales que se benefician del calor moderado: Utilice el Prensado Isostático en Caliente (WIP) como una solución especializada que equilibra la mejora de la densidad con la sensibilidad térmica.
En última instancia, hacer coincidir el proceso con el material y las características de rendimiento deseadas es la clave para aprovechar con éxito esta potente tecnología de fabricación.
Tabla Resumen:
| Método | Temperatura | Características clave | Aplicaciones comunes |
|---|---|---|---|
| Prensado Isostático en Frío (CIP) | Temperatura ambiente | Densidad uniforme, rentable, compacto en verde | Metales, cerámicas para sinterizado |
| Prensado Isostático en Caliente (WIP) | Moderada (por debajo del punto de fusión) | Mayor ductilidad, calor moderado | Polímeros, plásticos |
| Prensado Isostático en Caliente (HIP) | Alta temperatura | Densidad total, resistencia superior, proceso único | Aleaciones aeroespaciales, implantes médicos |
¿Listo para mejorar la eficiencia de su laboratorio con la prensa isostática adecuada? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio con calefacción, adaptadas a las necesidades del laboratorio. Nuestras soluciones ofrecen compactación precisa, densidad de material mejorada y rendimiento superior para metales, cerámicas y polímeros. ¡Contáctenos hoy para discutir cómo podemos apoyar sus proyectos con equipos confiables y de alta calidad!
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
La gente también pregunta
- ¿Cuál es el papel del material flexible en el prensado isostático en caliente? Clave para la Densidad Uniforme y la Precisión
- ¿Cómo mantienen los materiales de volumen de sacrificio (SVM) los microcanales en el prensado isostático? Garantizar la integridad estructural
- ¿Cuáles son las ventajas de usar una prensa isostática en caliente (WIP) para baterías? Lograr un contacto de interfaz superior
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cuál es la importancia del control de temperatura en el prensado isostático en caliente? Logre una densificación uniforme y estabilidad en el proceso



















