
El defecto invisible
Imagine un componente perfectamente formado —un implante médico, una pala de turbina de cerámica— saliendo de una prensa. Parece impecable. Pero cuando entra en el horno para su sinterización final, aparece una grieta microscópica, que luego se astilla hasta convertirse en un fallo catastrófico.
La causa no fue un defecto en el material ni un error en el tratamiento térmico. El fallo quedó sellado desde el primer paso: la compactación.
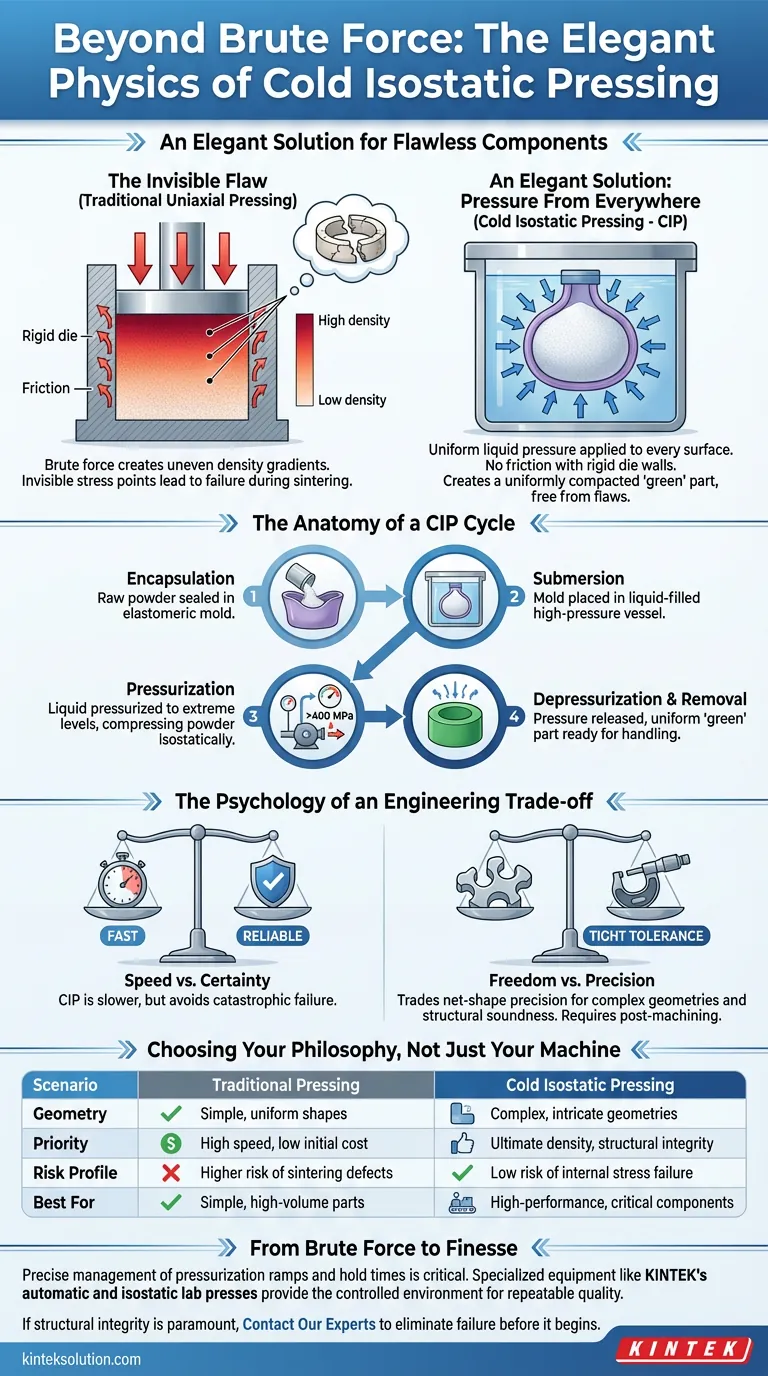
El desafío principal en la metalurgia de polvos y las cerámicas técnicas no es solo aplicar fuerza. Se trata de cómo se entrega esa fuerza. El prensado uniaxial tradicional, que comprime el polvo desde una o dos direcciones en una matriz rígida, es un acto engañoso de fuerza bruta. Crea gradientes de densidad ocultos, zonas de alta y baja compactación, como estratos geológicos. Estos son puntos de tensión invisibles que esperan desgarrar la pieza.
La presión no es solo presión
El problema es la fricción. A medida que un pistón comprime el polvo, las partículas rozan contra las paredes de la matriz, lo que impide que la presión se distribuya uniformemente. El polvo más cercano al pistón se vuelve denso, mientras que el polvo más alejado permanece menos comprimido.
Este es el defecto invisible. Es una mentira estructural que no se revela hasta el inmenso estrés de la sinterización.
El prensado isostático en frío (CIP) opera según un principio más elegante, tomado del océano profundo. Comprende que la presión verdadera es uniforme, implacable y se entrega desde todas las direcciones a la vez.
Una solución elegante: presión desde todas partes
El CIP funciona subvirtiendo por completo el problema de la fricción.
En lugar de una matriz rígida, el polvo se sella en un molde flexible y que se ajusta a la forma. Este paquete se sumerge luego en una cámara llena de un medio líquido. Cuando la cámara se presuriza, el líquido transmite esa presión de manera perfecta e igual sobre cada superficie del molde.
Al líquido no le importa la forma, las esquinas ni la complejidad. Simplemente empuja.
El resultado es una pieza "en verde" uniformemente compactada. Está libre de los gradientes de densidad internos que plagan otros métodos. Mantiene una promesa de integridad, una promesa de que sobrevivirá al horno.
La anatomía de un ciclo CIP
El proceso es una danza deliberada de física e ingeniería:
- Encapsulación: El polvo crudo se sella cuidadosamente dentro de un molde elastomérico (como poliuretano o caucho).
- Inmersión: El molde sellado se coloca en una vasija de alta presión llena de un líquido, típicamente agua.
- Presurización: Una bomba externa aumenta la presión del líquido a niveles extremos, a menudo superando los 400 MPa, comprimiendo el polvo isostáticamente.
- Despresurización: Se libera la presión y se retira la pieza "en verde" ahora sólida, lista para su manipulación o mecanizado.
Esta pieza en verde posee una resistencia notable, pero lo que es más importante, posee uniformidad.
La psicología de un compromiso de ingeniería
El CIP no es una solución universal. Representa una elección consciente, una decisión de priorizar la integridad final sobre la velocidad o la simplicidad inicial. Este es un cruce de caminos psicológico común para los ingenieros.
Velocidad frente a certeza
Los ciclos CIP son inherentemente más lentos que las prensas mecánicas de alta velocidad. Sellar el molde, presurizar la vasija y despresurizar lleva tiempo.
Sin embargo, ¿cuál es el costo real de la velocidad? Un solo componente de alto valor fallido puede anular el ahorro de tiempo de cien exitosos. El CIP es una apuesta por la certeza. Minimiza el riesgo de fallo catastrófico en la etapa final y más costosa de la producción.
Libertad frente a precisión
Los moldes flexibles que otorgan al CIP su poder para crear formas complejas —piezas con socavados, canales internos y geometrías intrincadas— no ofrecen las tolerancias dimensionales ajustadas de una matriz de acero endurecido.
El acabado superficial es menos perfecto. Esto no es un defecto, es un compromiso entendido. Las piezas fabricadas mediante CIP a menudo tienen un mecanizado planificado como paso de postprocesamiento requerido antes de la sinterización. Se sacrifica la precisión de la forma neta inicial por la libertad geométrica y la solidez interna.
Elige tu filosofía, no solo tu máquina
La decisión de utilizar el CIP está impulsada por las demandas de la pieza final. Es la única opción lógica cuando el fallo estructural no es una opción.
| Escenario | Prensado tradicional | Prensado isostático en frío |
|---|---|---|
| Geometría | Formas simples y uniformes | Geometrías complejas e intrincadas |
| Prioridad | Alta velocidad, bajo costo inicial | Densidad máxima, integridad estructural |
| Perfil de riesgo | Mayor riesgo de defectos de sinterización | Bajo riesgo de fallo por estrés interno |
| Ideal para | Piezas simples de alto volumen | Componentes críticos de alto rendimiento |
De la fuerza bruta a la sutileza
Implementar esta filosofía requiere más que una simple vasija de presión; exige control. La capacidad de gestionar con precisión las rampas de presurización y los tiempos de mantenimiento es lo que transforma un proceso teórico en una realidad industrial repetible.
Este nivel de control del proceso es donde la maquinaria en sí se vuelve crítica. Para laboratorios y equipos de I+D pioneros en nuevos materiales o componentes complejos, una prensa simple no es suficiente. El objetivo es la repetibilidad, por lo que equipos especializados como las prensas de laboratorio automáticas e isostáticas de KINTEK son esenciales. Proporcionan el entorno controlado y confiable necesario para perfeccionar los materiales y componentes del futuro.
En última instancia, el prensado isostático en frío es más que una técnica de fabricación. Es una filosofía de construcción de calidad de adentro hacia afuera, que conquista los defectos invisibles que condenan a las piezas inferiores al desguace. Para convertir esa filosofía en realidad, necesitas las herramientas adecuadas.
Si está desarrollando componentes donde la integridad estructural es primordial, Contacte a Nuestros Expertos para explorar cómo la tecnología de prensado adecuada puede eliminar el fallo antes de que comience.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
Artículos relacionados
- La geometría silenciosa de la densidad: por qué la presión isostática es el alma de la cerámica avanzada
- El imperativo isotrópico: por qué la presión uniforme define la vida de un superconductor
- La arquitectura de la uniformidad: por qué la presión omnidireccional define el destino de la cerámica
- Cómo el prensado isostático ofrece un rendimiento superior en industrias críticas
- La geometría de la uniformidad: por qué el prensado isostático es el arquitecto silencioso de la fiabilidad de los memristores
















