Para la fabricación estrictamente de alto volumen donde la velocidad es la métrica principal, el moldeo por inyección es la opción superior. Sin embargo, el prensado isostático en frío (CIP) desafía este dominio cuando la serie de producción requiere geometrías internas complejas, integridad de material de alta densidad o formas que los moldes rígidos simplemente no pueden producir.
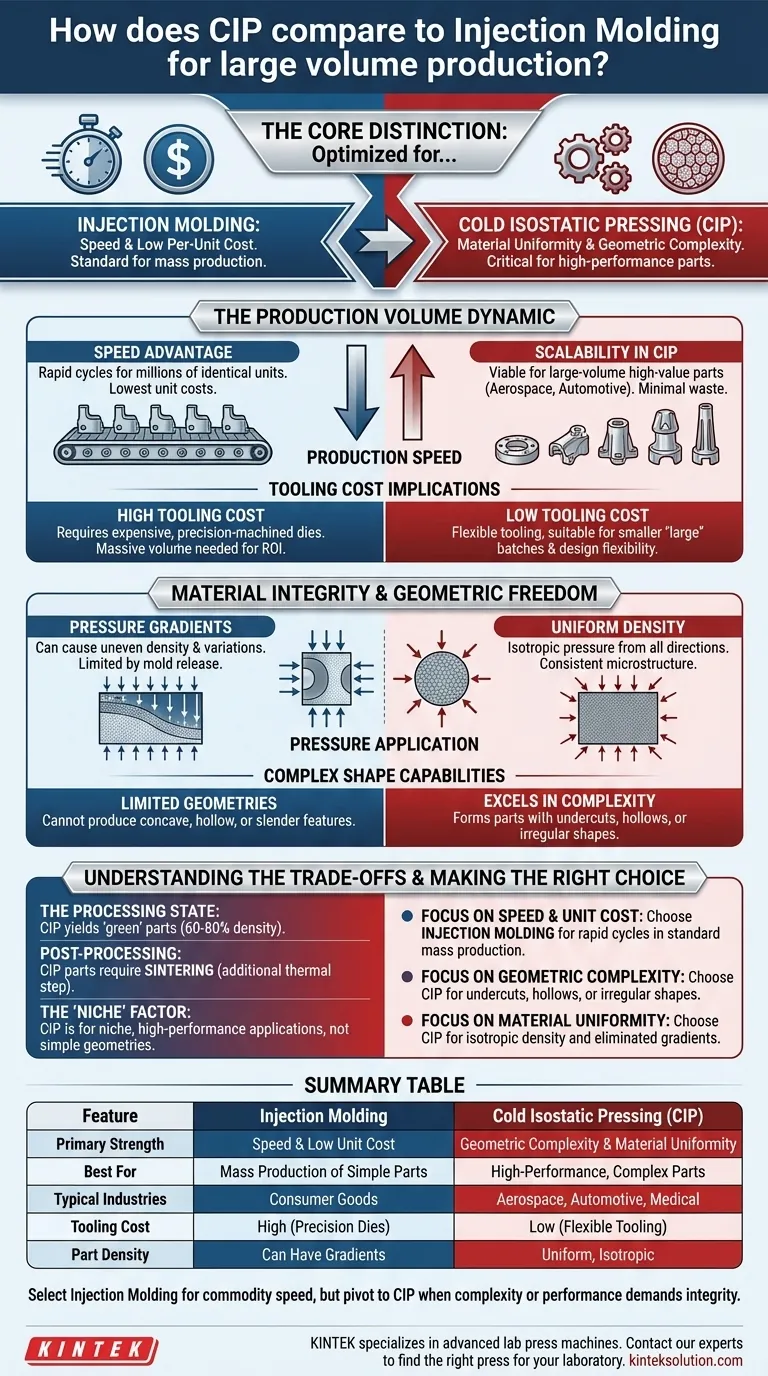
La distinción principal: El moldeo por inyección está optimizado para velocidad y bajo costo por unidad, lo que lo convierte en el estándar para la producción en masa. El CIP está optimizado para uniformidad del material y complejidad geométrica, lo que lo convierte en la elección crítica para piezas de alto rendimiento en los sectores aeroespacial y automotriz, donde la integridad estructural supera la velocidad del ciclo.

La dinámica del volumen de producción
La ventaja de la velocidad
El moldeo por inyección se adopta ampliamente en la industria porque ofrece ciclos de producción rápidos. Si su objetivo es producir millones de unidades idénticas en el menor tiempo posible, el moldeo por inyección proporciona el rendimiento necesario para reducir los costos unitarios.
Escalabilidad en CIP
Aunque más lento que el moldeo por inyección, el CIP es escalable. Es capaz de producir piezas de forma casi neta con un mínimo desperdicio de material. Esto lo hace viable para la producción de gran volumen, pero generalmente dentro de industrias de alto valor específicas como la automotriz y aeroespacial, en lugar de bienes de consumo generales.
Implicaciones del costo de las herramientas
Un diferenciador importante es la inversión inicial. El CIP ofrece bajos costos de herramientas, lo que permite una mayor flexibilidad durante la fase de diseño o para lotes "grandes" más pequeños. El moldeo por inyección generalmente requiere troqueles caros y mecanizados de precisión, lo que significa que el volumen debe ser masivo para amortizar el costo de puesta en marcha.
Integridad del material y libertad geométrica
Lograr una densidad uniforme
En el moldeo por inyección (y el prensado uniaxiales), los gradientes de presión pueden causar una densidad desigual. El CIP aplica presión hidráulica uniformemente desde todas las direcciones. Esto da como resultado una microestructura consistente y elimina las variaciones de densidad que a menudo se observan en otros métodos de prensado.
Capacidades de formas complejas
El CIP sobresale donde falla el moldeo por inyección: la complejidad. Es el método preferido para piezas con características cóncavas, huecas o delgadas. Debido a que la presión se aplica a través de un medio fluido en lugar de un troquel rígido, el CIP puede formar formas que serían imposibles de extraer de un molde estándar.
Resistencia y fiabilidad
Para aplicaciones exigentes, el CIP produce piezas con una durabilidad superior. El proceso crea tochos de alta integridad con una compresión predecible durante la sinterización. Esto minimiza el riesgo de distorsión o agrietamiento, lo cual es crítico para componentes utilizados en aplicaciones militares, médicas y nucleares.
Comprender las compensaciones
El estado del procesamiento
Es vital comprender que el CIP es un proceso de compactación de polvo. Produce piezas "verdes" con el 60% al 80% de su densidad teórica.
Requisitos de post-procesamiento
A diferencia de muchos procesos de moldeo por inyección que producen una pieza terminada, las piezas CIP se preparan específicamente para la sinterización. Debe tener en cuenta este paso de procesamiento térmico adicional en su cronograma de producción y análisis de costos.
El factor "nicho"
Si bien el CIP ahorra en desperdicio de materia prima, las referencias lo caracterizan como adecuado para aplicaciones de nicho. En general, no es un reemplazo directo para el moldeo por inyección para geometrías simples; es una solución para piezas donde la geometría o las propiedades del material impiden el uso del moldeo estándar.
Tomando la decisión correcta para su objetivo
Para seleccionar el proceso correcto para su producción de volumen, evalúe sus restricciones específicas:
- Si su enfoque principal es la velocidad y el costo unitario: Elija el moldeo por inyección por sus rápidos tiempos de ciclo y eficiencia económica en la producción en masa estándar.
- Si su enfoque principal es la complejidad geométrica: Elija el prensado isostático en frío (CIP) para fabricar piezas con socavados, huecos o formas irregulares que los moldes rígidos no pueden acomodar.
- Si su enfoque principal es la uniformidad del material: Elija CIP para garantizar una densidad isotrópica y eliminar los gradientes internos o los riesgos de agrietamiento asociados con el prensado direccional.
Elija el moldeo por inyección para la velocidad de los productos básicos, pero cambie a CIP cuando la complejidad de la pieza o los requisitos de rendimiento exijan un estándar de integridad más alto.
Tabla resumen:
| Característica | Moldeo por inyección | Prensado isostático en frío (CIP) |
|---|---|---|
| Fortaleza principal | Velocidad y bajo costo unitario | Complejidad geométrica y uniformidad del material |
| Mejor para | Producción en masa de piezas simples | Piezas complejas de alto rendimiento |
| Industrias típicas | Bienes de consumo | Aeroespacial, automotriz, médica |
| Costo de las herramientas | Alto (troqueles de precisión) | Bajo (herramientas flexibles) |
| Densidad de la pieza | Puede tener gradientes | Uniforme, isotrópico |
¿Tiene dificultades para elegir el proceso adecuado para su producción de alto volumen? KINTEK se especializa en máquinas de prensado de laboratorio avanzadas, incluidas las prensas isostáticas, para ayudarle a prototipar y validar materiales para piezas complejas. Ya sea que su prioridad sea lograr una integridad de material superior con CIP o explorar otras soluciones de prensado, nuestra experiencia garantiza que obtendrá el rendimiento que su aplicación exige. Póngase en contacto con nuestros expertos hoy mismo para hablar sobre su proyecto y descubrir la prensa adecuada para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuáles son algunas aplicaciones de investigación de las CIP eléctricas de laboratorio? Desbloquee la densificación uniforme de polvos para materiales avanzados
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
















