En esencia, una Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica es una máquina especializada que compacta materiales en polvo en un objeto sólido. Su función principal es aplicar una presión extremadamente alta y uniforme desde todas las direcciones al material a temperatura ambiente, creando una pieza "en verde" densa y estructuralmente consistente, lista para un procesamiento posterior como el mecanizado o la sinterización.
La idea crucial es que el Prensado Isostático en Frío evita las limitaciones de los métodos de prensado tradicionales. En lugar de empujar desde una o dos direcciones, utiliza un medio líquido para comprimir un molde lleno de polvo por igual desde todos los lados, lo que resulta en una densidad superior, mayor resistencia y la capacidad de formar formas complejas.

Cómo el Prensado Isostático en Frío logra la uniformidad
La característica definitoria de la CIP es su capacidad para crear piezas con propiedades homogéneas. Esto es un resultado directo de su método único de aplicación de presión.
El Principio Central: La Ley de Pascal en Acción
El proceso funciona sobre un principio fundamental de la dinámica de fluidos. El polvo se coloca en un molde flexible y sellado y se sumerge en un líquido dentro de un recipiente de alta presión.
Cuando el líquido se presuriza, esa presión se transmite de manera igual e instantánea a cada punto de la superficie del molde. Esto asegura que el polvo se compacte con una uniformidad perfecta, eliminando las variaciones de densidad y las tensiones internas comunes en otros métodos.
El Proceso Paso a Paso
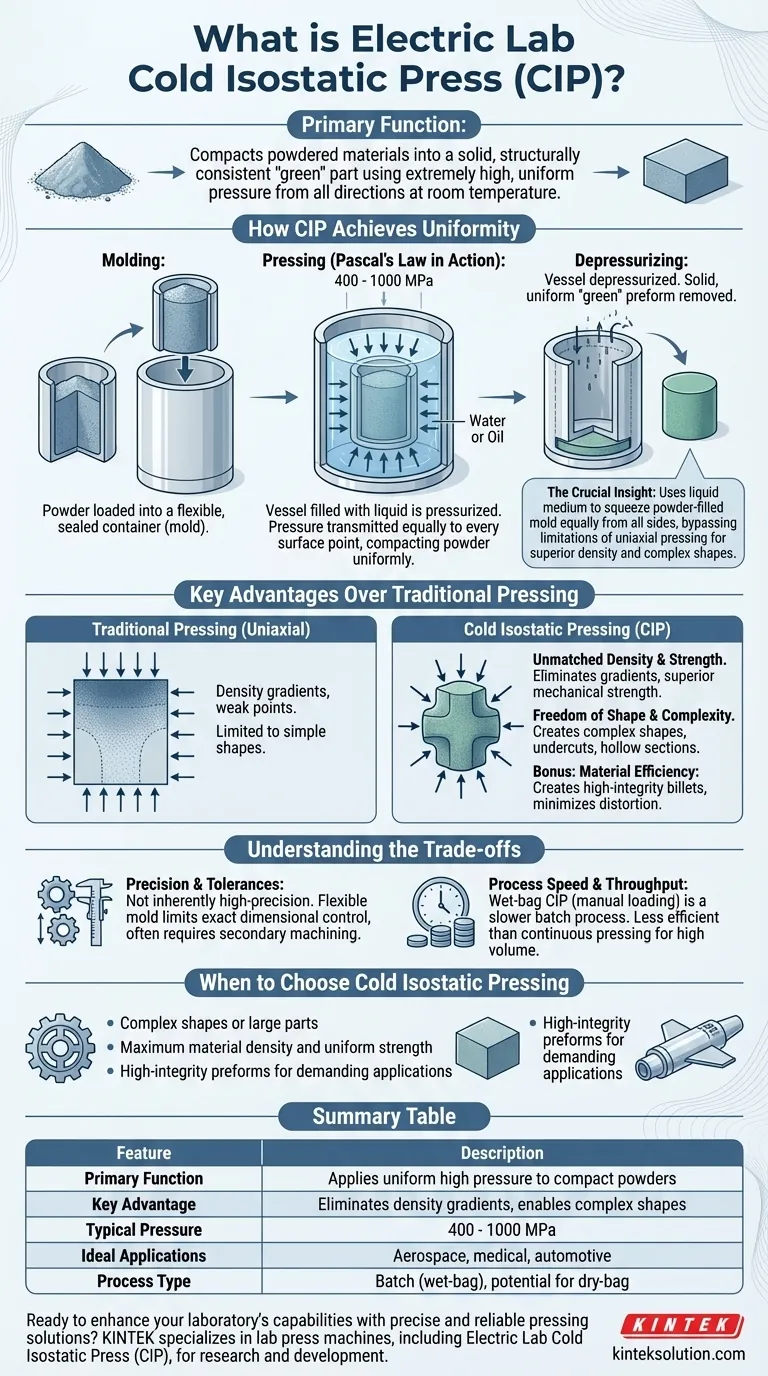
Un ciclo típico de CIP implica tres etapas principales.
- Moldeado: El polvo crudo (cerámica, metal, grafito, etc.) se carga en un contenedor flexible y sellado, a menudo hecho de caucho u otro elastómero.
- Prensado: Este molde sellado se coloca dentro del recipiente a presión, que luego se llena con un líquido (generalmente agua o aceite). Luego, el sistema presuriza este líquido a niveles extremadamente altos, típicamente entre 400 y 1000 MPa.
- Despresurización: Después de mantener la presión durante un tiempo determinado, el recipiente se despresuriza y se retira la pieza compactada, ahora una preforma sólida "en verde".
Ventajas Clave sobre el Prensado Tradicional
La CIP se elige sobre métodos convencionales como el prensado uniaxial (una sola dirección) cuando la integridad del material y la complejidad geométrica son críticas.
Densidad y Resistencia Inigualables
El prensado uniaxial crea gradientes de densidad, con el material más cercano al punzón siendo más denso que el material en el centro. Esto crea puntos débiles.
La CIP elimina estos gradientes. La densidad uniforme resultante conduce a una contracción predecible durante la sinterización y una resistencia mecánica superior en toda la pieza.
Libertad de Forma y Complejidad
Dado que la presión se aplica desde todas las direcciones, la CIP no está limitada por las restricciones de un troquel rígido. Esto permite la producción de formas muy complejas, socavados y secciones huecas que serían imposibles de crear con el prensado tradicional.
Eficiencia del Material y del Proceso
La CIP compacta los polvos cerca de su densidad de empaquetamiento máxima. Esto produce una palanquilla de alta integridad que es lo suficientemente fuerte como para manipularla e incluso mecanizarla antes del paso final de sinterización (cocción).
Este estado "en verde" fuerte minimiza el riesgo de distorsión o agrietamiento durante el procesamiento posterior y puede conducir a tiempos de sinterización más rápidos.
Comprender las Compensaciones
Aunque es potente, la CIP no es la solución para todas las aplicaciones. Comprender sus limitaciones es clave para utilizarla de manera efectiva.
Precisión y Tolerancias Finales
La CIP no es inherentemente un proceso de alta precisión para la pieza final terminada. El molde flexible no proporciona el control dimensional exacto de un troquel de acero para herramientas duro.
Como resultado, las piezas a menudo requieren un mecanizado secundario para lograr tolerancias geométricas ajustadas, especialmente después de la contracción predecible que ocurre durante la sinterización.
Velocidad del Proceso y Rendimiento
El método a escala de laboratorio más común, conocido como CIP de "bolsa húmeda" (wet-bag), implica cargar y descargar manualmente el molde del recipiente a presión. Este es un proceso por lotes que es más lento que las alternativas automatizadas.
Para la producción de alto volumen, se utiliza un método de "bolsa seca" (dry-bag), pero la necesidad fundamental de presurizar y despresurizar un recipiente a menudo lo hace más lento que los métodos continuos como el prensado en troquel.
Cuándo Elegir el Prensado Isostático en Frío
Su decisión de utilizar la CIP debe estar impulsada por los requisitos finales de su componente.
- Si su enfoque principal es producir formas complejas o piezas grandes: La CIP ofrece una libertad de diseño que es difícil o imposible de lograr con el prensado en troquel tradicional.
- Si su enfoque principal es lograr la máxima densidad de material y resistencia uniforme: La CIP es superior para crear piezas homogéneas sin los puntos débiles y las tensiones internas causadas por los gradientes de densidad.
- Si su enfoque principal es crear preformas de alta integridad para aplicaciones exigentes: La CIP produce piezas "en verde" fuertes para industrias como la aeroespacial, la médica y la automotriz donde el fallo del material no es una opción.
En última instancia, el Prensado Isostático en Frío es una tecnología fundamental para la fabricación de materiales avanzados que requieren integridad estructural y complejidad geométrica más allá del alcance de los métodos convencionales.
Tabla Resumen:
| Característica | Descripción |
|---|---|
| Función Principal | Aplica presión alta y uniforme desde todas las direcciones a temperatura ambiente para compactar polvos en piezas sólidas "en verde" |
| Ventaja Clave | Elimina gradientes de densidad, permitiendo una resistencia superior y formas complejas |
| Rango de Presión Típico | 400 a 1000 MPa |
| Aplicaciones Ideales | Componentes aeroespaciales, médicos y automotrices que requieren alta integridad y geometrías complejas |
| Tipo de Proceso | Proceso por lotes (p. ej., CIP de bolsa húmeda) con potencial para métodos de bolsa seca en producción |
¿Listo para mejorar las capacidades de su laboratorio con soluciones de prensado precisas y fiables? KINTEK se especializa en máquinas de prensado de laboratorio, incluyendo prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer las exigentes necesidades de investigación y desarrollo. Nuestra Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica puede ayudarle a lograr una densidad uniforme, una resistencia superior de las piezas y la capacidad de formar formas complejas de manera eficiente. Contáctenos hoy para discutir cómo nuestro equipo puede optimizar su procesamiento de materiales e impulsar la innovación en sus proyectos.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
- ¿Cuáles son algunas aplicaciones de investigación de las CIP eléctricas de laboratorio? Desbloquee la densificación uniforme de polvos para materiales avanzados
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos



















