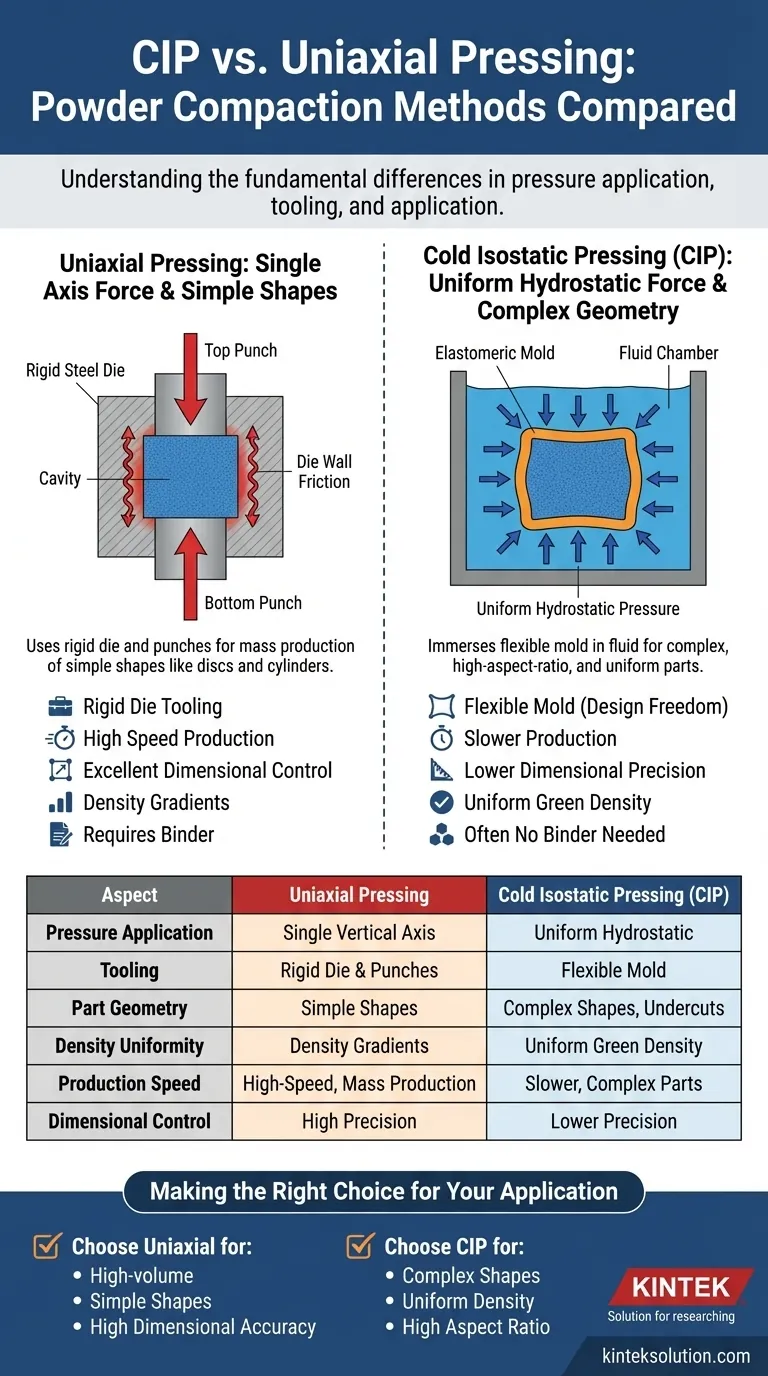
En esencia, la diferencia entre el Prensado Isostático en Frío (CIP) y el prensado uniaxial radica en cómo se aplica la presión para consolidar un polvo. El prensado uniaxial utiliza una matriz rígida y aplica fuerza a lo largo de un único eje vertical, muy parecido a un pistón. En marcado contraste, el CIP sumerge un molde flexible lleno de polvo en un fluido, aplicando presión hidrostática uniforme desde todas las direcciones simultáneamente. Esta única distinción dicta todo, desde la complejidad de las piezas que se pueden fabricar hasta la densidad e integridad finales del componente.
La elección entre CIP y prensado uniaxial no es sobre cuál es "mejor", sino cuál es el correcto para su objetivo. El prensado uniaxial está diseñado para la producción de alta velocidad de formas simples con tolerancias dimensionales estrictas, mientras que el CIP está diseñado para crear piezas complejas y de densidad uniforme que son imposibles de formar de otra manera.

La Diferencia Fundamental: Aplicación de Presión
El método de aplicación de presión es la característica definitoria que separa estas dos técnicas de compactación de polvos. Influye directamente en las propiedades finales de la pieza compactada, conocida como pieza "en verde" antes de la sinterización final.
Prensado Uniaxial: Fuerza en un Solo Eje
El prensado uniaxial implica comprimir el polvo contenido dentro de una cavidad de matriz rígida. La presión se aplica mecánica o hidráulicamente mediante punzones superior e inferior que se mueven a lo largo de un eje.
Este proceso está altamente automatizado y es extremadamente rápido, lo que lo hace ideal para la producción en masa. Sin embargo, un inconveniente significativo es la fricción de la pared del molde (matriz). A medida que el polvo se mueve, roza contra las paredes estacionarias del molde, lo que impide una compactación uniforme y crea gradientes de densidad en toda la pieza.
Prensado Isostático en Frío (CIP): Fuerza Hidrostática Uniforme
En el CIP, el polvo se sella primero en un molde flexible de elastómero (como una bolsa de goma gruesa). Luego, todo este conjunto se sumerge en una cámara de alta presión llena de un fluido, generalmente agua o aceite.
Cuando la cámara se presuriza, el fluido ejerce una fuerza igual sobre cada superficie del molde flexible. Esta presión hidrostática compacta el polvo uniformemente desde todas las direcciones, eliminando prácticamente las tensiones internas y las variaciones de densidad causadas por la fricción de la pared del molde.
Capacidad de Utillaje y Geometría
El utillaje requerido para cada proceso determina directamente la complejidad y la precisión de las piezas que puede producir.
El Molde Rígido del Uniaxial: Simplicidad y Velocidad
El prensado uniaxial se basa en utillaje duro: una cavidad de molde y punzones mecanizados con precisión. Esta configuración es perfecta para geometrías simples como discos, cilindros y bloques rectangulares.
Dado que la forma final está dictada por un molde rígido e inmutable, este método ofrece un excelente control dimensional y repetibilidad. Es el estándar para producir piezas donde las dimensiones precisas son críticas y la geometría no es compleja.
Molde Flexible del CIP: Libertad de Diseño
El CIP utiliza un molde flexible, lo que le otorga una libertad de diseño inigualable. Puede producir piezas con características externas complejas, cavidades internas e incluso socavados (undercuts).
Además, el CIP no está limitado por la relación de aspecto (altura frente a anchura) de la pieza. Puede formar fácilmente piezas largas y delgadas que serían imposibles de expulsar de un molde uniaxial rígido debido a la fricción excesiva de la pared del molde y el riesgo de agrietamiento.
Comprender las Compensaciones
Elegir el proceso correcto requiere una mirada objetiva a las ventajas y limitaciones de cada método. Su decisión será un equilibrio entre la complejidad geométrica, la densidad requerida, la velocidad de producción y el costo.
El Dilema Precisión vs. Complejidad
Esta es la compensación central. El prensado uniaxial ofrece una alta precisión dimensional para formas simples. El molde rígido asegura que cada pieza sea casi idéntica.
El CIP ofrece la capacidad de crear formas altamente complejas. Sin embargo, lograr una tolerancia dimensional estricta es más desafiante porque depende de un molde flexible perfectamente uniforme y de una compactación predecible del polvo, lo cual puede ser difícil de controlar con alta precisión.
Gradientes de Densidad y Resistencia en Verde
En el prensado uniaxial, la densidad es más alta cerca de los punzones y más baja en el centro y cerca de las paredes del molde. Esta densidad no uniforme puede provocar deformaciones o agrietamiento durante la etapa final de sinterización.
El CIP produce una pieza con una densidad en verde excepcionalmente uniforme. Esta consistencia conduce a una contracción más predecible y uniforme durante la sinterización, lo que reduce los defectos y mejora las propiedades mecánicas finales. Las piezas en verde resultantes también tienen una alta resistencia, lo que facilita su manipulación o mecanizado antes de la sinterización final.
Aglutinantes y Operaciones Secundarias
El prensado uniaxial a menudo requiere la adición de un aglutinante de cera al polvo para ayudar en la compactación y expulsión. Este aglutinante debe quemarse cuidadosamente antes de la sinterización, lo que añade tiempo y complejidad al proceso.
El CIP a menudo puede consolidar polvos sin ningún aglutinante. Esto simplifica el proceso general y elimina una posible fuente de defectos, lo que contribuye a menores costos de producción y piezas finales más fiables.
Tomar la Decisión Correcta para su Aplicación
Su decisión depende completamente de la geometría de su componente, sus requisitos de rendimiento y sus objetivos de volumen de producción.
- Si su enfoque principal es la producción de alto volumen de formas simples (p. ej., aislantes cerámicos, tabletas farmacéuticas, bujes simples): El prensado uniaxial es la opción superior por su velocidad, bajo costo por pieza y alta precisión dimensional.
- Si su enfoque principal es crear formas complejas con densidad uniforme (p. ej., álabes de turbina de forma cercana a la neta, implantes médicos complejos, componentes refractarios personalizados): El Prensado Isostático en Frío proporciona la libertad de diseño y la integridad del material necesarias.
- Si su enfoque principal es producir piezas grandes o componentes con una alta relación de aspecto (largos y delgados): El CIP es el único método viable, ya que supera las limitaciones fundamentales de la fricción de la pared del molde inherente al prensado uniaxial.
Al comprender estas diferencias mecánicas fundamentales, puede seleccionar con confianza el proceso de compactación que garantice tanto la calidad de su componente como la eficiencia de su operación.
Tabla Resumen:
| Aspecto | Prensado Uniaxial | Prensado Isostático en Frío (CIP) |
|---|---|---|
| Aplicación de Presión | Eje vertical único | Presión hidrostática uniforme desde todas las direcciones |
| Utillaje | Molde y punzones rígidos | Molde flexible de elastómero |
| Geometría de la Pieza | Formas simples (p. ej., discos, cilindros) | Formas complejas, altas relaciones de aspecto, socavados |
| Uniformidad de la Densidad | Gradientes de densidad debido a la fricción de la pared del molde | Densidad en verde uniforme |
| Velocidad de Producción | Alta velocidad, ideal para producción en masa | Más lento, adecuado para piezas complejas o de bajo volumen |
| Control Dimensional | Alta precisión y repetibilidad | Menor precisión, más desafiante para tolerancias estrictas |
¿Necesita orientación experta para las necesidades de prensado de su laboratorio? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para mejorar sus procesos de compactación de materiales. Ya sea que esté produciendo piezas simples o complejas, nuestras soluciones garantizan una densidad uniforme, defectos reducidos y una mayor eficiencia. ¡Contáctenos hoy para discutir cómo podemos apoyar los requisitos de su laboratorio y ayudarle a lograr resultados superiores!
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
















