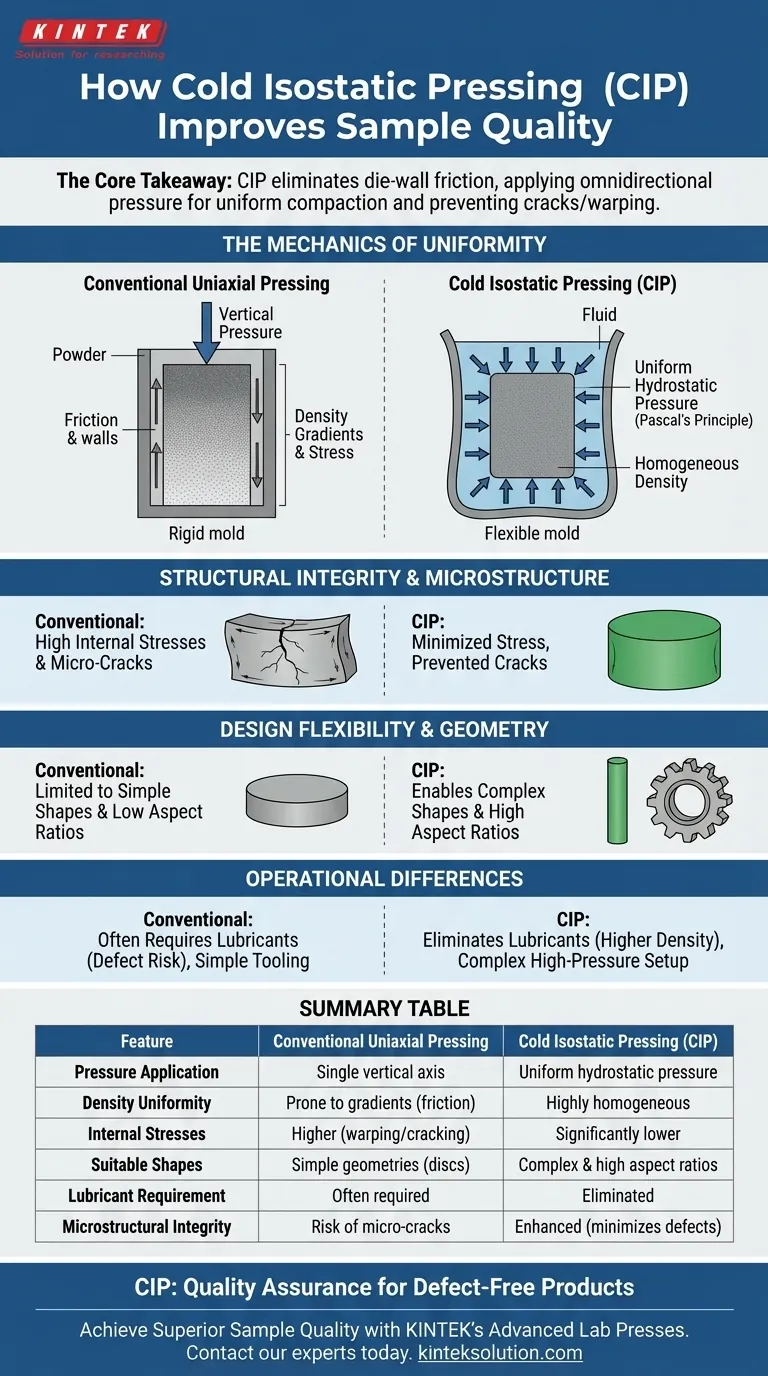
El Prensado Isostático en Frío (CIP) mejora fundamentalmente la calidad de la muestra al utilizar el principio de Pascal para aplicar una presión hidrostática uniforme desde todas las direcciones, en lugar de un solo eje vertical. Al reemplazar los troqueles rígidos por presión de fluidos, el CIP elimina los gradientes de densidad y las tensiones internas inherentes al prensado uniaxial convencional, lo que da como resultado un cuerpo "en verde" mecánicamente superior y microestructuralmente uniforme.
La idea central La superioridad del Prensado Isostático en Frío radica en su capacidad para eliminar la "fricción de la pared del troquel", la principal causa de densidad desigual en el prensado convencional. Al aplicar la presión omnidireccionalmente, el CIP asegura que cada milímetro cúbico del material se compacte por igual, evitando las fisuras y deformaciones que a menudo ocurren durante la posterior fase de sinterización.

La Mecánica de la Uniformidad
Eliminación de la Fricción de la Pared del Troquel
En el prensado uniaxial convencional, el polvo se comprime en un molde rígido. A medida que se aplica presión, se genera fricción entre el polvo y las paredes del troquel.
Esta fricción crea un efecto de "blindaje", lo que resulta en variaciones significativas de densidad dentro de la pieza. El CIP utiliza moldes elastoméricos sumergidos en fluido, eliminando por completo esta fricción y los gradientes resultantes.
Logro de Densidad Homogénea
Debido a que la presión se aplica hidrostáticamente (a través de líquido o gas), la fuerza es idéntica en todas las superficies de la muestra.
Esto permite que las partículas de polvo logren una densidad de empaquetamiento extremadamente alta y consistente en todo el volumen del material. Esta homogeneidad es el factor más crítico para un rendimiento fiable.
Integridad Estructural y Microestructura
Minimización de Tensiones Internas
El prensado uniaxial a menudo introduce tensiones internas en la pieza compactada debido a la distribución desigual de la fuerza.
El CIP crea un "cuerpo en verde" (el polvo compactado antes del calentamiento) con tensiones internas significativamente menores. Esto es vital para mantener la integridad de la forma de la pieza una vez que se retira del molde.
Prevención de Microfisuras
La uniformidad proporcionada por el prensado isostático es particularmente beneficiosa para polvos frágiles o finos.
Al evitar concentraciones de tensión, el CIP minimiza la formación de microfisuras. Esto mejora directamente la fiabilidad mecánica y la uniformidad del transporte iónico del componente final.
Flexibilidad de Diseño y Geometría
Superación de Límites de Relación de Aspecto
El prensado uniaxial está estrictamente limitado por la relación entre la sección transversal de la pieza y su altura. Si una pieza es demasiado alta y delgada, la presión no puede atravesarla eficazmente.
El CIP no tiene esta limitación. Debido a que la presión proviene de los lados, así como de la parte superior e inferior, las piezas largas o altas pueden compactarse con la misma uniformidad que las cortas.
Habilitación de Formas Complejas
El prensado uniaxial está restringido a formas simples con dimensiones fijas debido a la naturaleza de las herramientas rígidas.
El CIP utiliza moldes elastoméricos flexibles. Esto permite la compactación de geometrías y formas complejas que serían imposibles de extraer de un troquel de metal rígido.
Comprensión de las Diferencias Operativas
Eliminación de Lubricantes
El prensado uniaxial a menudo requiere lubricantes para mitigar la fricción de la pared del troquel. Estos lubricantes deben quemarse posteriormente, lo que puede causar defectos.
El CIP elimina la necesidad de lubricantes para la pared del troquel. Esto permite densidades de prensado más altas y elimina los riesgos asociados con la eliminación de lubricantes durante la sinterización.
Complejidad de las Herramientas
El prensado uniaxial se describe como "sencillo" y se utiliza típicamente para formas simples como discos de electrodos.
Si bien el CIP ofrece una calidad superior, emplea una configuración más compleja que involucra medios fluidos y recipientes de alta presión (hasta 300 MPa) para lograr estos resultados.
Tomando la Decisión Correcta para su Objetivo
Si bien el CIP ofrece propiedades de materiales superiores, la elección entre métodos depende de sus requisitos específicos de geometría y rendimiento.
- Si su enfoque principal es la geometría básica y la simplicidad: El prensado uniaxial convencional es un método sencillo y eficaz para preparar formas simples como discos donde los gradientes de densidad menores son aceptables.
- Si su enfoque principal es el alto rendimiento y la fiabilidad: El Prensado Isostático en Frío es esencial para garantizar una microestructura uniforme, alta densidad y la eliminación de microfisuras, especialmente para formas complejas o materiales frágiles.
En última instancia, el CIP no es solo un método de conformado; es un paso de garantía de calidad que sienta las bases necesarias para un producto final libre de defectos.
Tabla Resumen:
| Característica | Prensado Uniaxial Convencional | Prensado Isostático en Frío (CIP) |
|---|---|---|
| Aplicación de Presión | Eje vertical único | Presión hidrostática uniforme (omnidireccional) |
| Uniformidad de Densidad | Propenso a gradientes debido a la fricción de la pared del troquel | Altamente homogéneo en toda la muestra |
| Tensiones Internas | Mayores, pueden provocar deformaciones/fisuras | Significativamente menores |
| Formas Adecuadas | Geometrías simples (p. ej., discos) | Formas complejas y altas relaciones de aspecto |
| Requisito de Lubricante | A menudo requerido | Eliminado |
| Integridad Microestructural | Riesgo de microfisuras | Mejorada, minimiza defectos |
¿Listo para lograr una calidad de muestra superior con el Prensado Isostático en Frío?
Las avanzadas máquinas de prensado de laboratorio de KINTEK, incluida nuestra gama de Prensas Isostáticas en Frío, están diseñadas para ofrecer la densidad uniforme y la integridad estructural que su investigación exige.
Ya sea que esté trabajando con cerámicas frágiles, baterías avanzadas o geometrías de materiales complejas, nuestra experiencia garantiza que obtendrá resultados fiables y de alto rendimiento.
Permítanos ayudarle a construir una base más sólida para su próximo avance.
Póngase en contacto con nuestros expertos en prensado hoy mismo para analizar sus necesidades de aplicación específicas.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
















