En resumen, el Prensado Isostático en Frío (CIP) ofrece ventajas significativas sobre el prensado uniaxial en matriz, principalmente debido a su capacidad para aplicar presión uniformemente desde todas las direcciones. Esto da como resultado componentes con una densidad más consistente, propiedades de material superiores y la capacidad de formar formas altamente complejas que son imposibles de lograr con la compresión de un solo eje.
La diferencia fundamental es simple: el prensado uniaxial comprime un polvo desde arriba y abajo, mientras que el CIP rodea el polvo y lo comprime por igual desde todos los lados. Esta distinción fundamental es la fuente de casi todas las ventajas que el CIP ofrece para producir materiales avanzados.

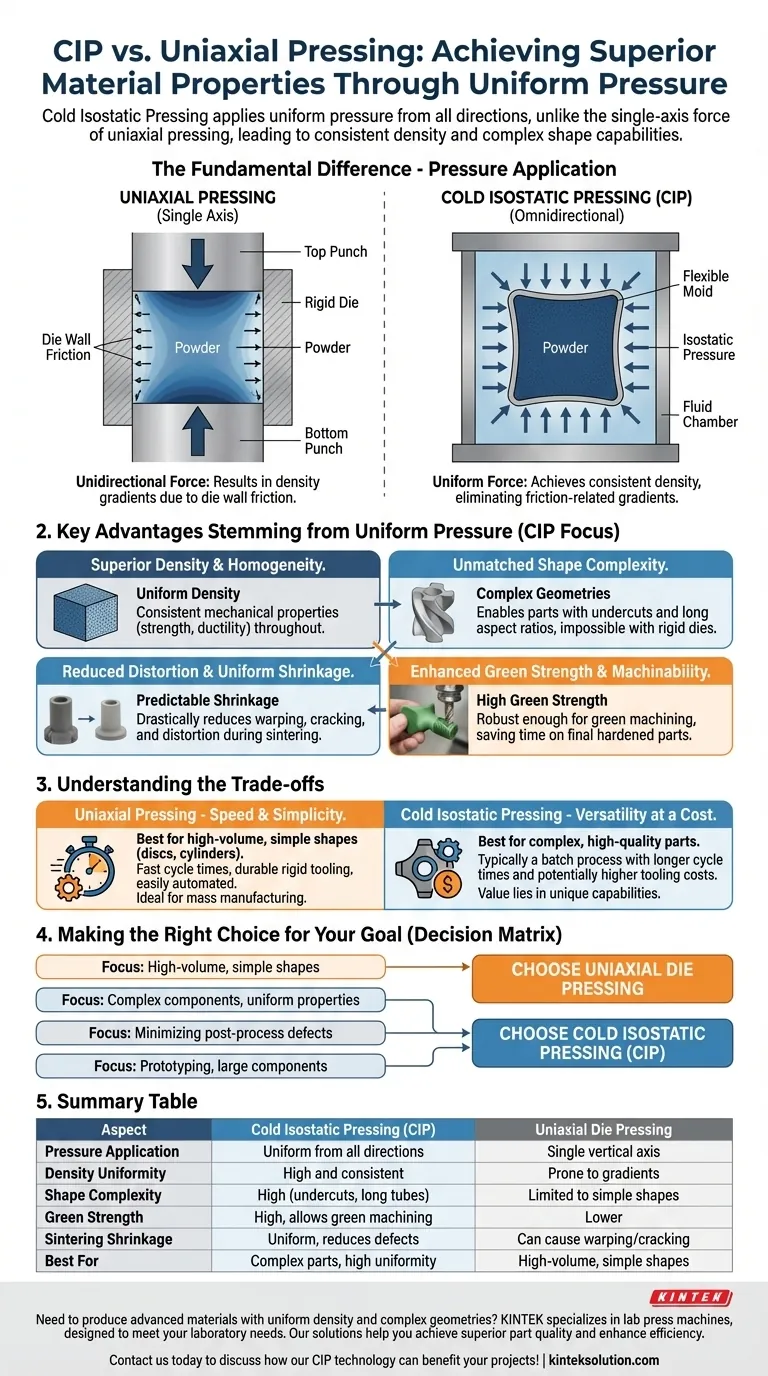
La Diferencia Fundamental: Aplicación de Presión
Para comprender los beneficios, primero debe comprender la distinción mecánica entre los dos procesos. Son métodos fundamentalmente diferentes para compactar un polvo.
Cómo Funciona el Prensado Uniaxial
El prensado uniaxial utiliza una matriz de metal rígida y punzones para compactar el polvo a lo largo de un único eje vertical.
Imagine llenar un cilindro con polvo y luego presionarlo con un pistón. La fuerza solo se aplica desde arriba y abajo.
Este método sufre de fricción en la pared de la matriz, donde la fricción entre el polvo y los lados de la matriz resiste la compactación. Esto conduce a variaciones de densidad, siendo el material menos denso cuanto más lejos de los punzones.
Cómo Funciona el Prensado Isostático en Frío
El Prensado Isostático en Frío coloca el polvo en un molde flexible y elastomérico, que luego se sumerge en un fluido dentro de una cámara de alta presión.
La cámara se presuriza, haciendo que el fluido ejerza una presión igual desde todas las direcciones sobre el molde flexible. Esto se conoce como presión isostática.
Debido a que la presión es perfectamente uniforme y no hay una pared de matriz rígida contra la cual el polvo pueda rozarse, este método elimina virtualmente los gradientes de densidad causados por la fricción.
Ventajas Clave Derivadas de la Presión Uniforme
La presión uniforme del CIP se traduce directamente en una serie de beneficios tangibles para el componente final, especialmente para aplicaciones exigentes.
Densidad y Homogeneidad Superiores
Al aplicar presión desde todos los lados, el CIP crea una pieza compactada, o pieza en verde, con una densidad excepcionalmente uniforme.
Esta homogeneidad significa que las propiedades mecánicas —como la resistencia y la ductilidad— son consistentes en todo el componente, sin los puntos débiles comunes en las piezas prensadas uniaxialmente.
Complejidad de Forma Inigualable
Dado que el CIP utiliza un molde flexible, puede producir piezas con geometrías complejas, socavados y relaciones de aspecto largas (por ejemplo, tubos largos y delgados) que son imposibles de lograr con matrices uniaxiales rígidas.
Esto abre posibilidades de diseño para componentes que de otro modo requerirían un mecanizado significativo después del proceso o serían fabricados a partir de múltiples piezas unidas.
Distorsión Reducida y Contracción Uniforme
La densidad uniforme lograda a través del CIP asegura que la pieza se contraiga de manera predecible y uniforme durante la etapa final de sinterización (cocción).
Esto reduce drásticamente el riesgo de alabeo, agrietamiento o distorsión que pueden ocurrir cuando una pieza con gradientes de densidad se calienta. El resultado es una mayor precisión dimensional y menores tasas de desecho.
Mayor Resistencia en Verde y Maquinabilidad
Las piezas formadas por CIP tienen una mayor resistencia en verde, lo que significa que el compacto sin cocer es lo suficientemente robusto como para ser manipulado, movido e incluso mecanizado antes de la sinterización.
Esta capacidad de realizar "mecanizado en verde" permite la creación de detalles finos como roscas o agujeros en un material más blando y fácil de mecanizar, ahorrando tiempo significativo y desgaste de herramientas en comparación con el mecanizado de la pieza final endurecida.
Comprendiendo las Ventajas y Desventajas
Aunque el CIP ofrece claras ventajas en la calidad y complejidad de las piezas, no siempre es la mejor opción. El proceso adecuado depende de sus objetivos de producción específicos.
Prensado Uniaxial: Velocidad y Simplicidad
Para la producción de alto volumen de formas simples como discos, tabletas o cilindros básicos, el prensado uniaxial suele ser más rápido y rentable.
El proceso es fácilmente automatizable, los tiempos de ciclo son muy cortos y el utillaje rígido es extremadamente duradero, lo que lo hace ideal para la fabricación en masa donde la uniformidad máxima no es la principal preocupación.
Prensado Isostático en Frío: Versatilidad a un Costo
El CIP es típicamente un proceso por lotes con tiempos de ciclo más largos que el prensado uniaxial automatizado. Los moldes flexibles también pueden tener una vida útil más corta que las matrices de acero endurecido, lo que podría aumentar los costos de utillaje.
El valor del CIP radica en su capacidad para producir piezas que no pueden fabricarse de otra manera o para lograr una uniformidad de propiedades que justifique el tiempo de procesamiento y el costo potencialmente más altos por pieza.
Tomando la Decisión Correcta para su Objetivo
La selección del método de prensado correcto requiere equilibrar la necesidad de complejidad geométrica y perfección del material con el volumen de producción y el costo.
- Si su enfoque principal es la producción de alto volumen de formas simples: El prensado uniaxial en matriz es casi siempre la opción más económica y rápida.
- Si su enfoque principal es crear componentes complejos con propiedades uniformes: El CIP es la tecnología superior, ofreciendo homogeneidad y libertad de diseño que el prensado uniaxial no puede igualar.
- Si su enfoque principal es minimizar los defectos de post-procesamiento como el agrietamiento o el alabeo: El CIP proporciona una ventaja significativa debido a su densidad uniforme y contracción predecible durante la sinterización.
- Si su enfoque principal es el prototipado o la producción de componentes grandes: El utillaje flexible y la escalabilidad del CIP lo convierten en una excelente opción tanto para I+D como para la fabricación de piezas a gran escala.
En última instancia, elegir el CIP es una decisión estratégica para priorizar la integridad del material y la capacidad geométrica sobre la velocidad de producción bruta de métodos más simples.
Tabla Resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Uniaxial en Matriz |
|---|---|---|
| Aplicación de Presión | Uniforme desde todas las direcciones | Eje vertical único |
| Uniformidad de Densidad | Alta y consistente | Propenso a gradientes |
| Complejidad de Forma | Alta (socavados, tubos largos) | Limitada a formas simples |
| Resistencia en Verde | Alta, permite mecanizado en verde | Inferior |
| Contracción por Sinterización | Uniforme, reduce defectos | Puede causar alabeo/agrietamiento |
| Mejor para | Piezas complejas, alta uniformidad | Alto volumen, formas simples |
¿Necesita producir materiales avanzados con densidad uniforme y geometrías complejas? KINTEK se especializa en máquinas de prensa de laboratorio, incluyendo prensas automáticas de laboratorio, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer sus necesidades de laboratorio. Nuestras soluciones le ayudan a lograr una calidad superior en las piezas, reducir defectos y mejorar la eficiencia. ¡Contáctenos hoy para discutir cómo nuestra tecnología CIP puede beneficiar sus proyectos!
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuál es el principio operativo fundamental de una Prensa Isostática en Frío (CIP) de laboratorio eléctrico? Lograr una uniformidad superior en la compactación de polvos
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión









