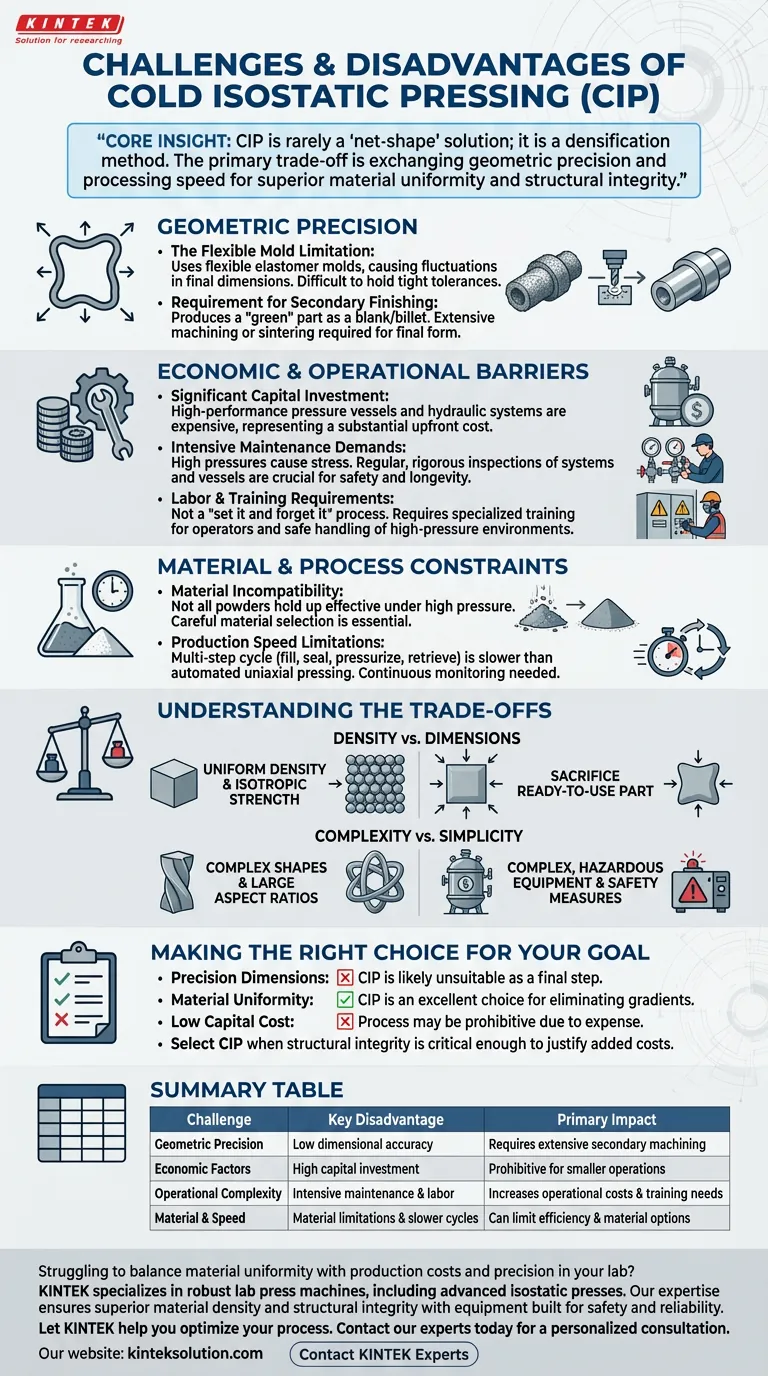
El Prensado Isostático en Frío (CIP) enfrenta desafíos primarios relacionados con la baja precisión geométrica, los altos costos de capital y la complejidad operativa. Si bien el proceso ofrece una densidad uniforme excepcional, la dependencia de moldes flexibles de elastómero limita la precisión dimensional, lo que a menudo requiere un mecanizado secundario exhaustivo. Además, las presiones extremas requeridas exigen maquinaria robusta y costosa y protocolos de seguridad rigurosos.
Idea central: El CIP rara vez es una solución de "forma neta"; es un método de densificación. La principal compensación es intercambiar precisión geométrica y velocidad de procesamiento por una uniformidad de material e integridad estructural superiores.

El Desafío de la Precisión Geométrica
La Limitación del Molde Flexible
Una desventaja notable del CIP es su baja precisión geométrica. Debido a que el proceso utiliza moldes flexibles de elastómero (bolsas) en lugar de troqueles rígidos, las dimensiones finales de la pieza compactada pueden fluctuar. Esta falta de rigidez dificulta el mantenimiento de tolerancias estrictas durante la etapa de prensado.
Requisito de Acabado Secundario
El CIP produce una pieza "en bruto" o "verde" que normalmente actúa como un blanco o tocho. Dado que la forma inicial no es precisa, casi siempre se requieren procesos de acabado adicionales. Los fabricantes deben tener en cuenta tiempo y costo adicionales para mecanizar o sinterizar la pieza hasta su forma final.
Barreras Económicas y Operativas
Inversión de Capital Significativa
La implementación del CIP requiere recipientes a presión y sistemas hidráulicos de alto rendimiento. El equipo es costoso, lo que representa una inversión de capital inicial sustancial. Esta barrera de entrada puede ser prohibitiva para operaciones más pequeñas o tiradas de producción de bajo volumen.
Demandas Intensivas de Mantenimiento
Las altas presiones involucradas ejercen una inmensa tensión en la maquinaria. Para prevenir fallas en el equipo, los operadores deben realizar mantenimiento regular, incluidas inspecciones frecuentes de los sistemas hidráulicos y los recipientes a presión. Descuidar este mantenimiento compromete tanto la seguridad como la longevidad del proceso.
Requisitos de Mano de Obra y Capacitación
El CIP no es una operación de "configurar y olvidar". Tiene requisitos de mano de obra específicos que a menudo requieren capacitación especializada para los operadores. La gestión eficaz del proceso requiere la optimización de los flujos de trabajo y la garantía de que el personal pueda manejar de forma segura entornos de alta presión.
Restricciones de Materiales y Procesos
Incompatibilidad de Materiales
No todos los polvos responden bien al prensado isostático. Existen limitaciones de materiales distintas, ya que ciertos compuestos no se comportan eficazmente bajo las condiciones de alta presión requeridas por el CIP. La cuidadosa selección de materiales es esencial para garantizar que el polvo cree un compacto viable.
Limitaciones de Velocidad de Producción
El proceso implica llenar moldes, sellarlos, colocarlos en un recipiente, presurizar y luego recuperar la pieza. Este ciclo es generalmente más lento que el prensado uniaxial automatizado. Sin monitoreo continuo y ajustes del proceso, la eficiencia puede verse afectada, lo que lleva a un aumento de los desechos.
Comprender las Compensaciones
Densidad frente a Dimensiones
La compensación central en el CIP es entre la calidad interna y la precisión externa. Se obtiene densidad uniforme y resistencia isotrópica (igual en todas las direcciones) porque la presión se aplica a través de un fluido basado en la ley de Pascal. Sin embargo, se sacrifica la capacidad de producir una pieza lista para usar directamente del molde.
Complejidad frente a Simplicidad
El CIP permite la compactación de formas complejas y piezas con grandes relaciones de aspecto que los troqueles rígidos no pueden manejar. La desventaja es que el equipo necesario para lograr esto es significativamente más complejo y peligroso que el prensado mecánico estándar, lo que requiere medidas de seguridad sólidas para gestionar la energía almacenada en el recipiente a presión.
Tomar la Decisión Correcta para su Objetivo
Si está evaluando el Prensado Isostático en Frío para su línea de fabricación, considere estas alineaciones específicas:
- Si su enfoque principal son las Dimensiones de Precisión: Es probable que el CIP no sea adecuado como paso final; planifique un mecanizado significativo o considere métodos de prensado con troquel rígido.
- Si su enfoque principal es la Uniformidad del Material: El CIP es una excelente opción, ya que elimina los gradientes de densidad y previene la distorsión durante el posterior horneado.
- Si su enfoque principal es el Bajo Costo de Capital: Este proceso puede ser prohibitivo debido al costo de los recipientes a alta presión y la infraestructura de seguridad necesaria.
Seleccione CIP cuando la integridad estructural del material sea lo suficientemente crítica como para justificar los costos adicionales de equipo y postprocesamiento.
Tabla Resumen:
| Desafío | Desventaja Clave | Impacto Principal |
|---|---|---|
| Precisión Geométrica | Baja precisión dimensional de moldes flexibles | Requiere mecanizado secundario exhaustivo |
| Factores Económicos | Alta inversión de capital en equipos | Prohibitivo para operaciones más pequeñas |
| Complejidad Operativa | Mantenimiento intensivo y mano de obra especializada | Aumenta los costos operativos y las necesidades de capacitación |
| Material y Velocidad | Limitaciones de materiales y ciclos de producción más lentos | Puede limitar la eficiencia y las opciones de materiales |
¿Luchando por equilibrar la uniformidad del material con los costos de producción y la precisión en su laboratorio?
En KINTEK, nos especializamos en el diseño y suministro de robustas máquinas de prensa de laboratorio, incluidas prensas isostáticas avanzadas, que lo ayudan a superar estos desafíos. Nuestra experiencia garantiza que logre la densidad de material superior y la integridad estructural del CIP con equipos diseñados para la seguridad, la confiabilidad y sus necesidades específicas de laboratorio.
Deje que KINTEK lo ayude a optimizar su proceso. Contacte a nuestros expertos hoy para una consulta personalizada y encontrar la solución de prensa adecuada para su aplicación.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Cuál es el principio operativo fundamental de una Prensa Isostática en Frío (CIP) de laboratorio eléctrico? Lograr una uniformidad superior en la compactación de polvos
















