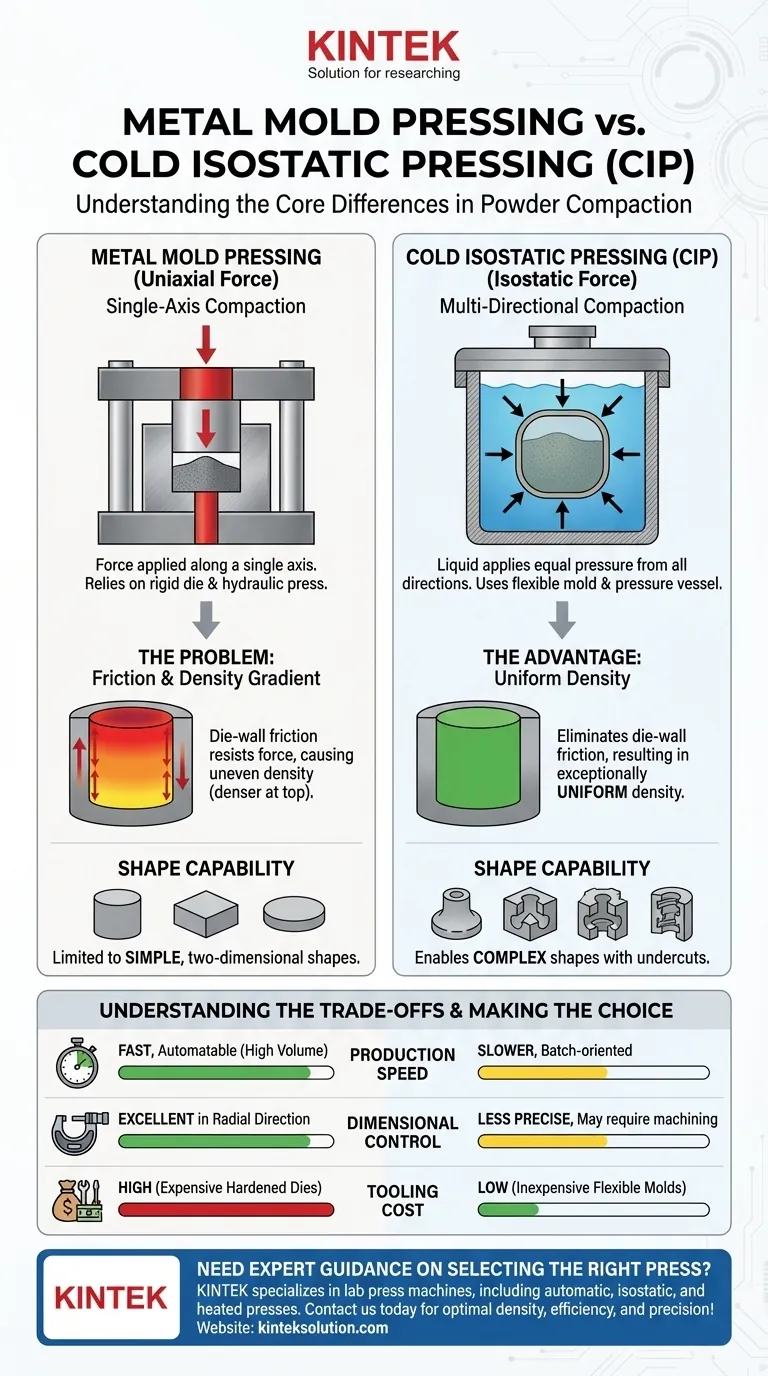
En esencia, el prensado en molde metálico y el prensado isostático en frío (CIP) son ambos métodos para compactar polvo, pero operan bajo principios fundamentalmente diferentes. El prensado en molde metálico, también conocido como prensado uniaxial, aplica fuerza a lo largo de un solo eje utilizando una matriz rígida. En contraste, el CIP utiliza líquido para aplicar presión igual desde todas las direcciones simultáneamente, un proceso conocido como presión isostática. Esta distinción en la aplicación de la fuerza es el principal impulsor de sus resultados distintos en densidad, homogeneidad y capacidad geométrica.
La elección entre el prensado en molde metálico y el CIP es una decisión estratégica dictada por la uniformidad de densidad requerida por su proyecto, la complejidad geométrica y la escala de producción. El prensado uniaxial ofrece velocidad y precisión dimensional para formas simples, mientras que el CIP proporciona una uniformidad de densidad inigualable para componentes complejos.

La Mecánica Fundamental de la Compactación
Para elegir el método correcto, primero debe comprender cómo se transmite la fuerza en cada proceso. La mecánica influye directamente en la calidad y las características de la pieza "verde" final (el compacto presinterizado).
Prensado en Molde Metálico: Fuerza Uniaxial
El prensado en molde metálico funciona de manera muy similar a un pistón en un cilindro. El polvo se coloca en la cavidad de una matriz rígida, y uno o más punzones lo comprimen a lo largo de un único eje vertical.
Este método se basa en una prensa hidráulica y un molde metálico (o matriz) duradero y mecanizado con precisión. La forma de la pieza final se define directamente por la forma de la cavidad de la matriz.
Prensado Isostático en Frío (CIP): Fuerza Isostática
El CIP opera sumergiendo un molde flexible lleno de polvo en una cámara de líquido a alta presión. Luego se aplica presión al líquido, que transmite la fuerza de manera igual y simultánea a cada superficie del molde.
Este proceso elimina la fuerza direccional. Piense en ello como un objeto sumergido profundamente en el océano; la presión es la misma en toda su superficie. Utiliza un molde elastomérico y un recipiente de alta presión.
Diferenciadores Clave: Densidad y Geometría
Las diferentes formas en que se aplica la presión crean distinciones críticas en el producto final. Los más importantes de estos son los gradientes de densidad y la capacidad de formar formas complejas.
El Problema de la Fricción en los Moldes Metálicos
En el prensado uniaxial, a medida que el punzón comprime el polvo, se genera una cantidad significativa de fricción en la pared de la matriz. Las partículas de polvo rozan contra las paredes rígidas del molde.
Esta fricción resiste la transmisión descendente de la fuerza. Como resultado, el polvo en la parte superior del compacto (más cercano al punzón) es mucho más denso que el polvo en la parte inferior. Este gradiente de densidad es un inconveniente principal del método.
La Ventaja del CIP: Densidad Uniforme
El CIP elimina inherentemente la fricción en la pared de la matriz. Debido a que la presión se transmite por un líquido y el "molde" es un elastómero flexible, no hay movimiento relativo entre el polvo y una pared rígida.
El resultado es un componente con una densidad excepcionalmente uniforme en todo su volumen. Esta homogeneidad es crítica para aplicaciones que requieren propiedades de material predecibles y consistentes después del sinterizado.
Complejidad de la Forma
Las herramientas dictan las posibilidades geométricas. El prensado en molde metálico se limita a formas simples y bidimensionales (como cilindros, discos o bloques) que pueden expulsarse fácilmente de una matriz rígida. Las socavaduras o las curvas complejas no son factibles.
El uso de moldes flexibles por parte del CIP permite la creación de formas muy complejas e intrincadas, incluyendo piezas con socavaduras o cavidades internas. El molde simplemente se despega de la pieza compactada después del prensado.
Comprendiendo las Ventajas y Desventajas
Ninguno de los métodos es universalmente superior; representan una clásica compensación de ingeniería entre velocidad, calidad y complejidad.
Velocidad vs. Uniformidad
El prensado en molde metálico es un proceso extremadamente rápido y altamente automatizable. Es el estándar para la producción de gran volumen de piezas simples donde las variaciones menores de densidad son aceptables.
El CIP es un proceso más lento y por lotes. El tiempo que lleva cargar, presurizar, despresurizar y descargar el recipiente lo hace menos adecuado para la producción en masa, pero ofrece una calidad de pieza inigualable.
Control Dimensional vs. Flexibilidad
La matriz rígida utilizada en el prensado uniaxial proporciona un excelente control dimensional en la dirección radial. El diámetro de la pieza final será muy preciso y reproducible.
El CIP ofrece un control dimensional menos preciso. El molde flexible puede deformarse de maneras ligeramente impredecibles, lo que a menudo requiere un paso de mecanizado final si se necesitan tolerancias estrictas.
Inversión en Herramientas
Las herramientas para el prensado en molde metálico, especialmente para materiales abrasivos, implican matrices de acero endurecido o carburo caras que deben ser mecanizadas perfectamente.
En contraste, los moldes elastoméricos para CIP son relativamente económicos de producir. Esto hace que el CIP sea una opción rentable para la creación de prototipos y pequeñas series de producción, aunque el recipiente de alta presión en sí mismo es una inversión de capital importante.
Tomando la Decisión Correcta para su Objetivo
Su decisión debe guiarse por los requisitos no negociables de su componente final.
- Si su enfoque principal es la producción de gran volumen de formas simples como tabletas o bujes: El prensado en molde metálico es la opción superior debido a su velocidad, repetibilidad y capacidades de automatización.
- Si su enfoque principal es crear una pieza compleja con la mayor uniformidad de densidad posible: El Prensado Isostático en Frío (CIP) es el único método que puede eliminar de manera confiable los gradientes de densidad.
- Si su enfoque principal es la creación de prototipos o la producción de lotes pequeños de varias formas: El CIP suele ser más económico, ya que sus moldes flexibles son mucho más baratos de crear y modificar que las matrices rígidas de acero.
Comprender estos principios fundamentales le permite seleccionar el método de compactación que se alinea perfectamente con su material, diseño y objetivos de producción.
Tabla Resumen:
| Aspecto | Prensado en Molde Metálico | Prensado Isostático en Frío (CIP) |
|---|---|---|
| Aplicación de Fuerza | Uniaxial (eje único) | Isostática (todas las direcciones) |
| Uniformidad de Densidad | Baja (gradientes debido a la fricción) | Alta (uniforme en todo) |
| Complejidad de la Forma | Formas simples (p. ej., cilindros) | Formas complejas (p. ej., socavaduras) |
| Velocidad de Producción | Rápida y automatizable | Lenta y por lotes |
| Control Dimensional | Alto en dirección radial | Menor, puede requerir mecanizado |
| Costo de Herramientas | Alto (matrices de acero endurecido) | Bajo (moldes elastoméricos) |
¿Necesita orientación experta para seleccionar la prensa adecuada para su laboratorio? KINTEK se especializa en máquinas de prensa de laboratorio, incluyendo prensas automáticas de laboratorio, prensas isostáticas y prensas de laboratorio calentadas, adaptadas para satisfacer sus necesidades específicas de laboratorio. Ya sea que trabaje con formas simples o complejas, nuestras soluciones garantizan una densidad, eficiencia y precisión óptimas. Contáctenos hoy para discutir cómo podemos mejorar sus procesos de compactación y lograr resultados superiores.
Guía Visual
Productos relacionados
- Molde de prensa antifisuras de laboratorio
- Moldes de carburo de tungsteno para la preparación de muestras de laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Molde de prensa poligonal de laboratorio
- Molde de prensa bidireccional redondo de laboratorio
La gente también pregunta
- ¿Cuáles son los requisitos para los moldes de prensado al usar SSCG? Materiales clave para la producción de cristales únicos complejos
- ¿Cuál es la función de una herramienta de prensado en paneles termoplásticos? Dominio del moldeo de precisión y la unión por fusión
- ¿Cómo influye la geometría de los moldes de laboratorio en los compuestos a base de micelio? Optimizar la densidad y la resistencia
- ¿Qué papel juegan el posicionamiento de precisión y los moldes de presión en las juntas de solape simple? Garantice una integridad de datos del 100%
- ¿Por qué una prensa de moldeo de laboratorio de alto rendimiento es fundamental para la formación de electrolitos in situ? Desbloquee el éxito de las baterías



















