Desde un punto de vista técnico la ventaja del prensado isostático en frío (CIP) en términos de control es la gestión precisa de los parámetros clave del proceso. Mediante el ajuste independiente de la presión aplicada, la temperatura y el tiempo de mantenimiento, se puede diseñar directamente la microestructura y las propiedades finales del material compactado, o "cuerpo verde", con una consistencia excepcional.
El núcleo de la capacidad de control de la CIP no reside en una maquinaria compleja, sino en un principio físico simple y poderoso: la presión hidrostática uniforme. Este control fundamental sobre cómo se aplica la fuerza es lo que permite crear componentes altamente uniformes y sin defectos que son difíciles o imposibles de conseguir con otros métodos.

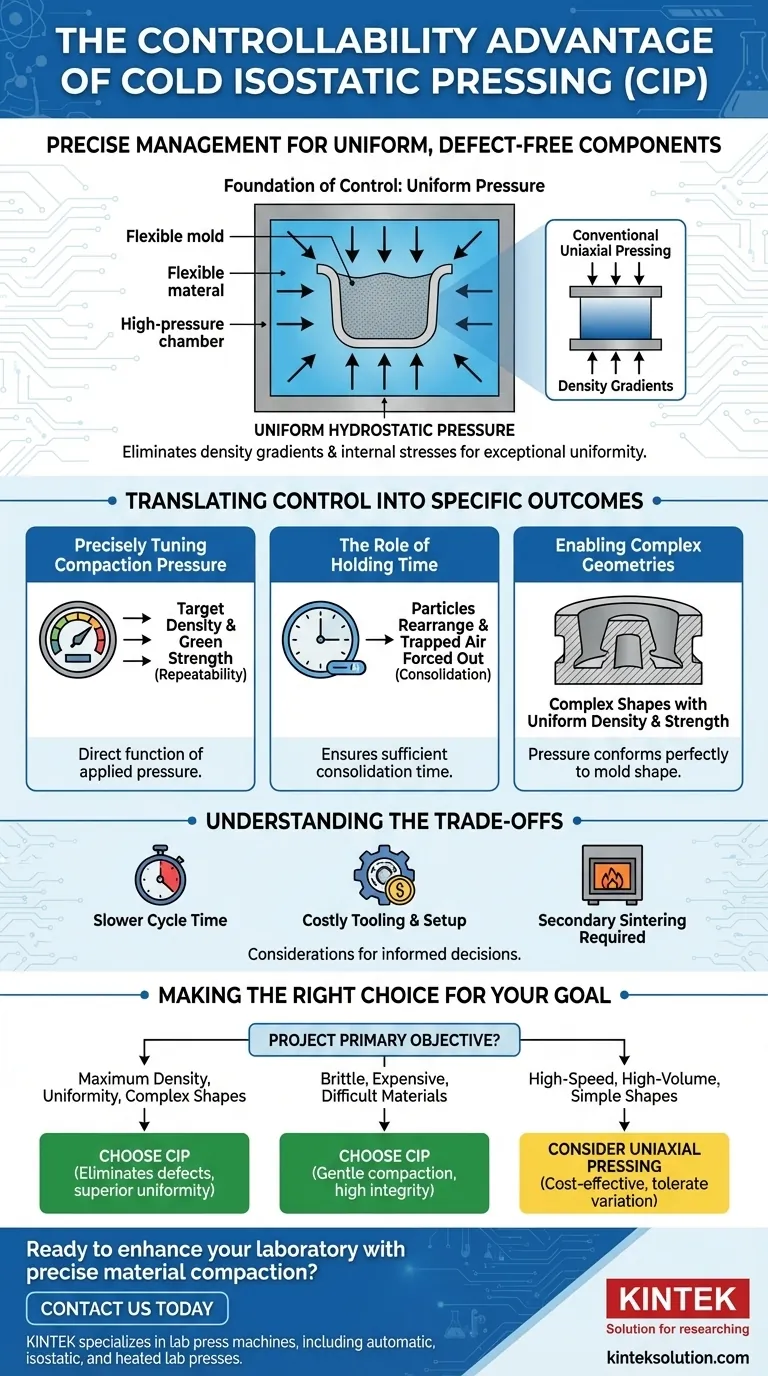
La base del control: Presión uniforme
El control único que ofrece la CIP se deriva directamente de cómo aplica la fuerza. A diferencia de los métodos convencionales que presionan desde una o dos direcciones, el CIP rodea el material con presión.
Cómo funciona la presión isostática
En la CIP, el material en polvo se sella en un molde flexible. A continuación, este molde se sumerge en una cámara de alta presión llena de fluido.
Una bomba externa presuriza el fluido, que transmite esa presión por igual y simultáneamente a cada punto de la superficie del molde. Esto se conoce como presión hidrostática.
El impacto en la densidad y la uniformidad
Esta aplicación uniforme de la presión es la clave del control. Garantiza que el polvo se compacte uniformemente en todo su volumen, independientemente de la forma.
El resultado es un cuerpo verde con densidad excepcionalmente alta y uniforme . Esto elimina los gradientes de densidad y las tensiones internas habituales en el prensado uniaxial, en el que la fricción con las paredes de la matriz hace que el centro de la pieza sea menos denso que sus bordes.
Eliminación de contaminantes y defectos
Dado que la presión se aplica mediante un fluido a través de un molde flexible, no se necesitan los lubricantes para las paredes de la matriz que requieren otros métodos de prensado.
Esto elimina una fuente común de contaminación y conduce a una mayor pureza en la pieza final. La presión suave y envolvente también minimiza el riesgo de grietas y huecos, especialmente cuando se trabaja con polvos quebradizos o muy finos.
Traducir el control en resultados específicos
La capacidad de gestionar con precisión las variables del proceso le permite adaptar el componente final a sus especificaciones exactas.
Ajuste preciso de la presión de compactación
La densidad final del cuerpo verde es una función directa de la presión aplicada. Controlando cuidadosamente el sistema de bombeo, puede ajustar la presión exacta necesaria para alcanzar la densidad y la resistencia en verde deseadas. Esto permite un alto grado de repetibilidad de una pieza a otra.
El papel del tiempo de mantenimiento
El tiempo de mantenimiento, o el tiempo que el material se mantiene a la presión máxima, garantiza que el polvo tenga tiempo suficiente para consolidarse completamente. Este paso permite expulsar el aire atrapado y reorganizar las partículas en su configuración más estable y densa. El ajuste de este parámetro le proporciona otra capa de control sobre la uniformidad final.
Geometrías complejas
Dado que la presión se ajusta perfectamente a la forma del molde, la CIP es especialmente adecuada para producir piezas con geometrías complejas, rebajes o cavidades internas. La compactación uniforme garantiza que estos elementos intrincados tengan la misma densidad y resistencia que el resto de la pieza, algo casi imposible con el prensado direccional.
Comprender las ventajas y desventajas
Aunque potente, el CIP no es la solución universal para todas las necesidades de compactación de polvo. Comprender sus limitaciones es clave para tomar una decisión informada.
Consideraciones sobre la duración del ciclo
El proceso de carga de la cámara, presurización del fluido, mantenimiento y posterior despresurización es intrínsecamente más lento que el rápido movimiento de estampación de una prensa mecánica uniaxial. Por lo general, esto hace que la CIP sea menos adecuada para la producción de grandes volúmenes de piezas sencillas.
Herramientas y configuración
La CIP requiere moldes elastoméricos flexibles que deben diseñarse para soportar altas presiones y adaptarse a la forma deseada. Aunque esto aumenta la complejidad, el utillaje puede ser más costoso y tener una vida útil más corta que las matrices de acero endurecido utilizadas en el prensado uniaxial.
Es necesario un procesamiento secundario
Es crucial recordar que el CIP produce un "cuerpo verde". Esta pieza tiene una buena resistencia para la manipulación, pero debe someterse a un proceso posterior de sinterización (cocción) para alcanzar su estado final, totalmente denso y endurecido.
La elección correcta para su objetivo
La selección del método de compactación correcto depende totalmente del objetivo principal de su proyecto.
- Si su objetivo principal es la máxima densidad, uniformidad y formas complejas: El CIP es la mejor opción porque su presión hidrostática elimina los gradientes de densidad y los defectos internos inherentes a otros métodos.
- Si su objetivo principal es trabajar con materiales frágiles, caros o difíciles de compactar: El CIP proporciona la compactación suave y uniforme necesaria para producir piezas de alta integridad sin causar grietas ni desperdiciar material valioso.
- Si su principal objetivo es la producción a alta velocidad y en grandes volúmenes de formas sencillas: El prensado uniaxial tradicional puede ser una solución más rentable, siempre que pueda tolerar cierta variación en la densidad.
En última instancia, aprovechar el CIP de forma eficaz significa comprender que su control proviene del dominio de la aplicación fundamental de una presión uniforme.
Tabla resumen:
| Aspecto del control | Ventaja clave |
|---|---|
| Presión uniforme | Elimina gradientes de densidad y tensiones internas para una compactación uniforme |
| Parámetros ajustables | Permite ajustar con precisión la presión, el tiempo y la temperatura para obtener propiedades de material a medida |
| Geometrías complejas | Permite la producción de formas complejas con densidad y resistencia uniformes |
| Minimización de defectos | Reduce las grietas y los contaminantes, ideal para polvos quebradizos o finos |
¿Está preparado para mejorar las capacidades de su laboratorio con una compactación precisa y uniforme del material? KINTEK está especializada en prensas de laboratorio, incluidas prensas automáticas, prensas isostáticas y prensas calefactadas, diseñadas para satisfacer las necesidades específicas de los laboratorios. Nuestras soluciones ofrecen una capacidad de control excepcional, lo que le permite conseguir piezas de alta densidad y sin defectos con geometrías complejas. Póngase en contacto con nosotros para hablar de cómo nuestra experiencia puede optimizar sus procesos e impulsar la innovación en sus proyectos.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuáles son algunas aplicaciones de investigación de las CIP eléctricas de laboratorio? Desbloquee la densificación uniforme de polvos para materiales avanzados
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
















