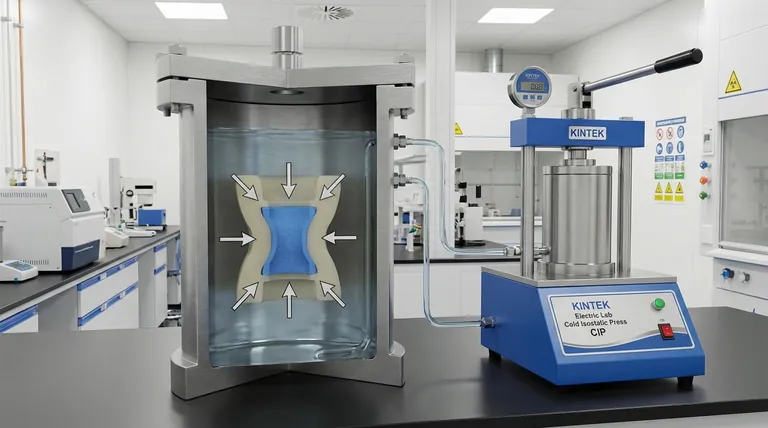
En esencia, el prensado isostático es una técnica de procesamiento de materiales fundamentada en un principio esencial de la dinámica de fluidos. Implica sumergir completamente un componente, generalmente hecho de polvo, dentro de un fluido y luego presurizar ese fluido. Este método garantiza que la presión se aplique de manera uniforme y simultánea desde todas las direcciones, compactando el material hasta obtener un estado sólido y de alta densidad.
A diferencia del prensado convencional, que aplica fuerza a lo largo de un solo eje, el prensado isostático utiliza un fluido para compactar los materiales por igual desde todas las direcciones. Este enfoque único produce componentes con una densidad excepcionalmente uniforme y defectos internos mínimos, independientemente de su complejidad geométrica.
Cómo el Prensado Isostático Logra una Compactación Uniforme
La efectividad del prensado isostático radica en su método de aplicación de presión, que evita las limitaciones de las prensas mecánicas tradicionales.
El Papel del Medio Fluido
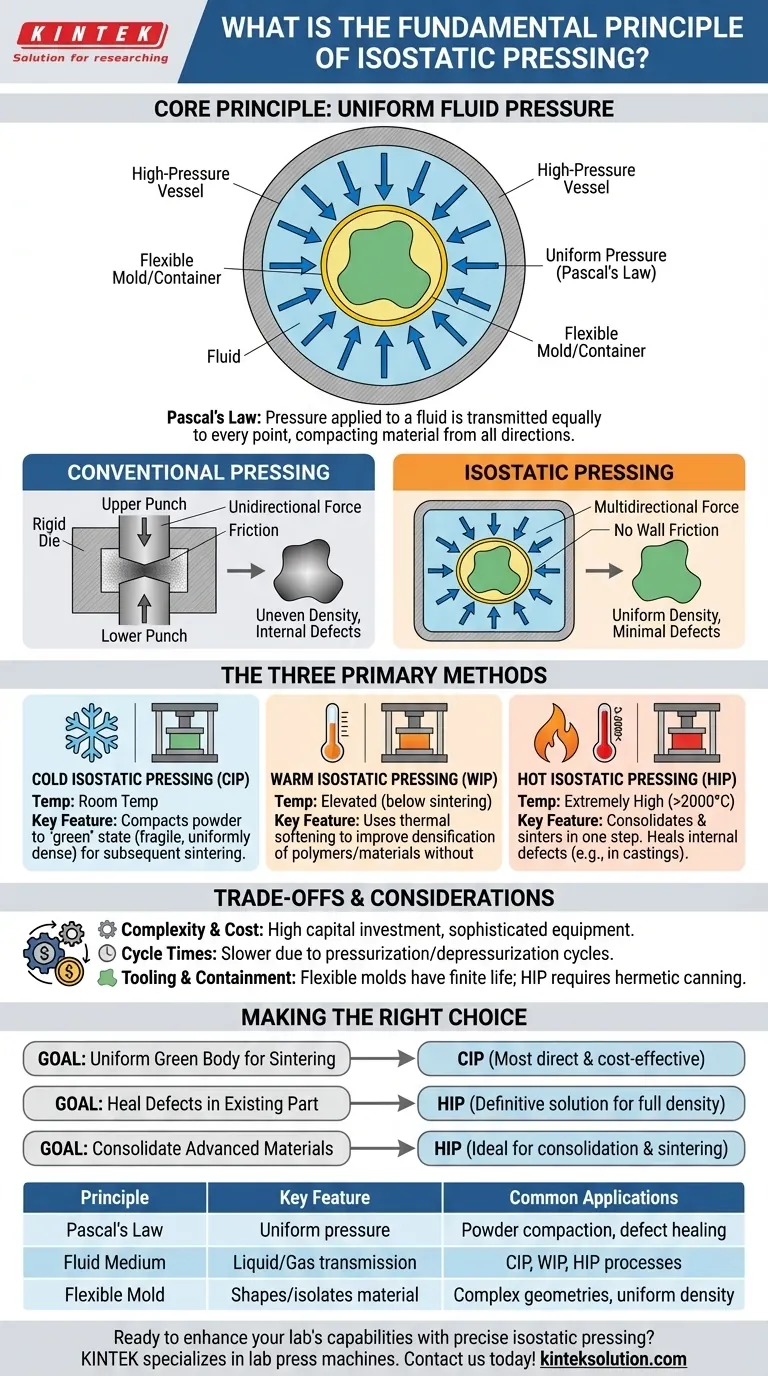
El proceso se basa en un medio de presurización: un líquido como agua o aceite, o un gas como el argón. Cuando este fluido se presuriza dentro de una cámara de alta presión, transmite esa presión uniformemente a cada punto de la superficie del objeto sumergido. Este comportamiento es una aplicación directa de la Ley de Pascal.
El Molde o Contenedor Flexible
El material que se está compactando, generalmente un polvo, se sella primero dentro de un molde flexible y elástico o un contenedor hermético. Esta barrera cumple dos propósitos: da forma al polvo en su estado casi final y lo aísla del fluido de presurización. La presión actúa sobre el molde flexible, que a su vez compacta el polvo en su interior de manera uniforme.
Superando las Limitaciones Unidireccionales
El prensado en matriz tradicional aplica fuerza desde una o dos direcciones. Esto genera una fricción significativa entre el polvo y las paredes rígidas de la matriz, lo que resulta en variaciones de densidad en toda la pieza. El prensado isostático elimina por completo esta fricción de pared, asegurando que el componente final tenga una densidad consistente y uniforme.
Los Tres Métodos Principales de Prensado Isostático
La combinación de presión y temperatura define los tres tipos principales de prensado isostático, cada uno adecuado para diferentes materiales y resultados.
Prensado Isostático en Frío (CIP)
El CIP se realiza a temperatura ambiente o cerca de ella. Su función principal es compactar el polvo en un estado "en verde" —una pieza frágil pero de densidad uniforme que tiene suficiente resistencia para ser manipulada. Estas piezas en verde se suelen someter a un proceso de sinterización separado para alcanzar su dureza y resistencia finales.
Prensado Isostático en Caliente (WIP)
El WIP opera a temperaturas elevadas, pero por debajo del punto de sinterización del material (típicamente hasta unos pocos cientos de grados Celsius). A menudo se utiliza para compactar polímeros u otros materiales que se benefician de cierto ablandamiento térmico para mejorar la densificación sin experimentar un cambio químico o de fase completo.
Prensado Isostático en Caliente (HIP)
El HIP combina presión extremadamente alta con alta temperatura, a menudo superando los 2,000°C. Esto permite la consolidación y sinterización de polvos en un solo paso, produciendo piezas totalmente densas directamente. También es excepcionalmente capaz de reparar defectos internos, como la microporosidad, en fundiciones metálicas sólidas y componentes fabricados mediante fabricación aditiva.
Comprensión de las Compensaciones y Consideraciones
Aunque es potente, el prensado isostático no es una solución universal. Comprender sus limitaciones es clave para utilizarlo eficazmente.
Complejidad y Costo del Proceso
El equipo necesario para el prensado isostático, especialmente los sistemas HIP, implica sofisticadas cámaras de alta presión y sistemas de control. Esto resulta en una mayor inversión de capital y complejidad operativa en comparación con las prensas mecánicas convencionales.
Tiempos de Ciclo
El proceso de carga, sellado, presurización, mantenimiento y despresurización de una cámara grande es inherentemente más lento que la carrera rápida de una prensa mecánica. Esto generalmente hace que el prensado isostático sea más adecuado para componentes de alto valor que para piezas de gran volumen y bajo costo.
Herramientas y Contención
Los moldes flexibles utilizados en CIP tienen una vida útil finita y son menos duraderos que los troqueles de acero endurecido de las prensas mecánicas. Para el HIP, la necesidad de encapsular una pieza en un contenedor hermético (a menudo una carcasa metálica soldada) añade un paso extra y laborioso al proceso.
Tomar la Decisión Correcta para su Objetivo
La selección del método correcto depende totalmente de su material y del estado final deseado del componente.
- Si su enfoque principal es crear un cuerpo en verde uniforme para la sinterización posterior: El Prensado Isostático en Frío (CIP) es el método más directo y rentable.
- Si su enfoque principal es reparar defectos internos en una pieza preexistente (como una fundición): El Prensado Isostático en Caliente (HIP) es la solución definitiva para lograr densidad total y mejorar la integridad mecánica.
- Si su enfoque principal es consolidar materiales avanzados como cerámicas o compuestos metálicos en una forma final y densa: El Prensado Isostático en Caliente (HIP) es el proceso ideal para lograr la consolidación y la sinterización en una sola operación.
Al comprender estos principios fundamentales, puede aprovechar eficazmente el prensado isostático para producir componentes de alto rendimiento y alta uniformidad que son inalcanzables con métodos convencionales.
Tabla Resumen:
| Principio | Característica Clave | Aplicaciones Comunes |
|---|---|---|
| Ley de Pascal | Presión uniforme desde todas las direcciones | Compactación de polvos, reparación de defectos |
| Medio Fluido | Transmisión líquida o gaseosa | Procesos CIP, WIP, HIP |
| Molde Flexible | Da forma y aísla el material | Geometrías complejas, densidad uniforme |
¿Listo para mejorar las capacidades de su laboratorio con un prensado isostático preciso? KINTEK se especializa en máquinas de prensado de laboratorio, incluyendo prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para ofrecer densidad uniforme y rendimiento superior para sus materiales. Contáctenos hoy mismo para discutir cómo nuestras soluciones pueden satisfacer sus necesidades específicas de laboratorio e impulsar su eficiencia.
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
La gente también pregunta
- ¿Cuál es la función de la presión hidráulica en el prensado isostático en caliente? Lograr una densidad uniforme del material
- ¿Cuál es el papel del material flexible en el prensado isostático en caliente? Clave para la Densidad Uniforme y la Precisión
- ¿Cuáles son las ventajas de usar una prensa isostática en caliente (WIP) para baterías? Lograr un contacto de interfaz superior
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cómo se diferencia el Prensado Isostático en Caliente de los métodos de prensado tradicionales? Desbloquee una densidad uniforme para piezas complejas



















