En esencia, la compactación isostática ofrece una libertad geométrica muy superior en comparación con el prensado uniaxial. Esto se debe a que los métodos isostáticos aplican una presión uniforme y envolvente a una masa de polvo, eliminando las limitaciones geométricas y las variaciones de densidad inherentes a la fuerza de un solo eje del prensado uniaxial.
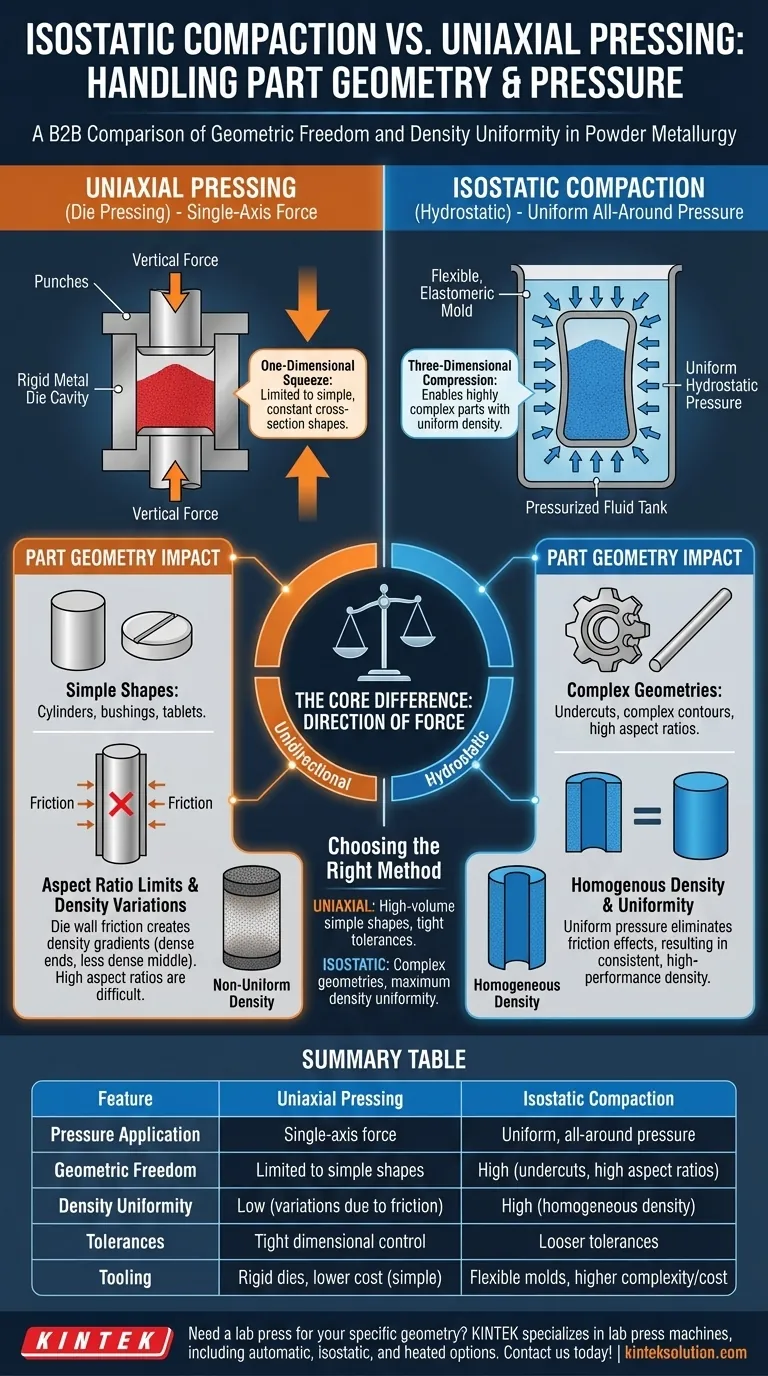
La diferencia fundamental radica en la dirección de la fuerza. El prensado uniaxial es un apretón unidimensional, lo que lo limita a formas simples. La compactación isostática es una compresión tridimensional que permite la formación de piezas muy complejas con densidad uniforme.

La diferencia fundamental: fuerza unidireccional frente a presión hidrostática
Para comprender las limitaciones geométricas, primero debemos observar cómo cada proceso aplica fuerza al polvo.
Cómo funciona el prensado uniaxial
El prensado uniaxial, a menudo llamado prensado en matriz, aplica fuerza a lo largo de un único eje vertical.
Se coloca una cantidad precisa de polvo en una cavidad de matriz rígida, y uno o más punzones lo comprimen desde arriba y/o abajo. Este método es rápido y altamente repetible para dimensiones específicas.
Cómo funciona el prensado isostático
El prensado isostático aplica presión uniformemente desde todas las direcciones. El polvo se sella en un molde flexible y elastomérico.
Luego, este molde sellado se sumerge en un fluido que se presuriza. La presión actúa por igual sobre todas las superficies del molde, comprimiendo el polvo de manera uniforme desde todos los ángulos, muy parecido a la presión de las profundidades oceánicas.
El impacto en la geometría de la pieza
El método de aplicación de la presión dicta directamente la complejidad de la pieza que puede crear.
Prensado uniaxial: formas simples y límites de la relación de aspecto
Debido a que la fuerza solo se aplica desde arriba y abajo, el prensado uniaxial se limita a piezas con una sección transversal constante, como cilindros, casquillos o tabletas simples.
Está severamente restringido por la relación entre la sección transversal y la altura. Las piezas altas y delgadas son casi imposibles de fabricar porque la fricción entre el polvo y las paredes rígidas de la matriz impide que la presión se transmita eficazmente al centro de la pieza. Esto da como resultado variaciones de densidad significativas.
Compactación isostática: geometrías complejas y uniformidad
Al aplicar presión desde todas las direcciones, la compactación isostática elimina las limitaciones de la fricción de la pared de la matriz.
Esto permite la creación de piezas con contornos complejos, socavados y altas relaciones de aspecto (por ejemplo, varillas largas y delgadas). Dado que la presión es uniforme, la pieza resultante tiene una densidad mucho más homogénea, lo cual es fundamental para aplicaciones de alto rendimiento.
Comprensión de las compensaciones
Si bien el prensado isostático ofrece libertad geométrica, no es un reemplazo universal para el prensado uniaxial. Cada uno tiene ventajas y desventajas distintas.
La limitación del prensado uniaxial: fricción y densidad
El principal enemigo del prensado uniaxial es la fricción de la pared de la matriz. A medida que el punzón comprime el polvo, las partículas más cercanas a la pared de la matriz experimentan fricción, lo que resiste su movimiento y compactación.
Esto conduce a una pieza que es densa en la parte superior e inferior (cerca de los punzones) pero significativamente menos densa en el medio. Para muchas aplicaciones, esta falta de uniformidad es inaceptable.
La limitación del prensado isostático: tolerancias y utillaje
Los moldes flexibles utilizados en el prensado isostático, aunque permiten la complejidad, no ofrecen la misma precisión dimensional que una matriz de acero rígida. Las tolerancias finales de las piezas son generalmente más holgadas que las logradas con el prensado uniaxial.
Además, el diseño y la fabricación del utillaje flexible para lograr una forma final específica pueden ser más complejos y costosos.
Elegir el método correcto para su pieza
La elección entre estos dos métodos depende completamente de los requisitos de diseño y los objetivos de producción de su pieza.
- Si su enfoque principal es la producción de alto volumen de formas simples con tolerancias estrictas: El prensado uniaxial es más rápido, más económico y ofrece una mejor repetibilidad dimensional.
- Si su enfoque principal es crear geometrías complejas, piezas de alta relación de aspecto o lograr la máxima uniformidad de densidad: La compactación isostática es la opción superior y, a menudo, la única viable.
Comprender la física de la aplicación de la presión es la clave para seleccionar el proceso que mejor se alinee con la intención de diseño de su pieza.
Tabla de resumen:
| Característica | Prensado Uniaxial | Compactación Isostática |
|---|---|---|
| Aplicación de la presión | Fuerza de un solo eje | Presión uniforme y envolvente |
| Libertad geométrica | Limitada a formas simples (p. ej., cilindros) | Alta (p. ej., socavados, altas relaciones de aspecto) |
| Uniformidad de la densidad | Baja (variaciones debidas a la fricción) | Alta (densidad homogénea) |
| Tolerancias | Control dimensional estricto | Tolerancias más holgadas |
| Utillaje | Matrices rígidas, menor coste para formas simples | Moldes flexibles, mayor complejidad y coste |
¿Necesita una prensa de laboratorio para la geometría específica de su pieza? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para manejar formas complejas y garantizar una densidad uniforme para sus necesidades de laboratorio. ¡Contáctenos hoy para discutir cómo nuestras soluciones pueden optimizar su procesamiento de materiales e impulsar la eficiencia!
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
La gente también pregunta
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cuáles son las ventajas de usar una prensa isostática en caliente (WIP) para baterías? Lograr un contacto de interfaz superior
- ¿Cuál es la función de la presión hidráulica en el prensado isostático en caliente? Lograr una densidad uniforme del material
- ¿Cuál es el mecanismo de una Prensa Isostática en Caliente (WIP) sobre el queso? Domina la Pasteurización en Frío para una Seguridad Superior
- ¿Cuál es la importancia del control de temperatura en el prensado isostático en caliente? Logre una densificación uniforme y estabilidad en el proceso



















