En esencia, la elección entre la presurización isostática y la compactación por troquel para materiales como el aluminio y el hierro depende de una compensación fundamental entre la uniformidad final de la pieza y la velocidad de producción. La presurización isostática utiliza una presión de fluido uniforme para lograr una densidad excepcionalmente constante, lo que la hace ideal para piezas complejas o de alto rendimiento. En contraste, la compactación por troquel utiliza una fuerza mecánica uniaxial, que es mucho más rápida para la producción de gran volumen pero puede introducir variaciones de densidad dentro de la pieza.
La diferencia crítica no es el material, sino la geometría de la fuerza. La presurización isostática "exprime" un polvo desde todos los lados por igual, eliminando la fricción interna y asegurando una densidad uniforme. La compactación por troquel lo "golpea" desde una o dos direcciones, lo que es más rápido pero crea gradientes de densidad, especialmente en piezas más altas o complejas.

La diferencia fundamental: Cómo se aplica la presión
El método de compactación dicta directamente las propiedades finales del componente. La distinción central radica en cómo se transmite la fuerza al polvo.
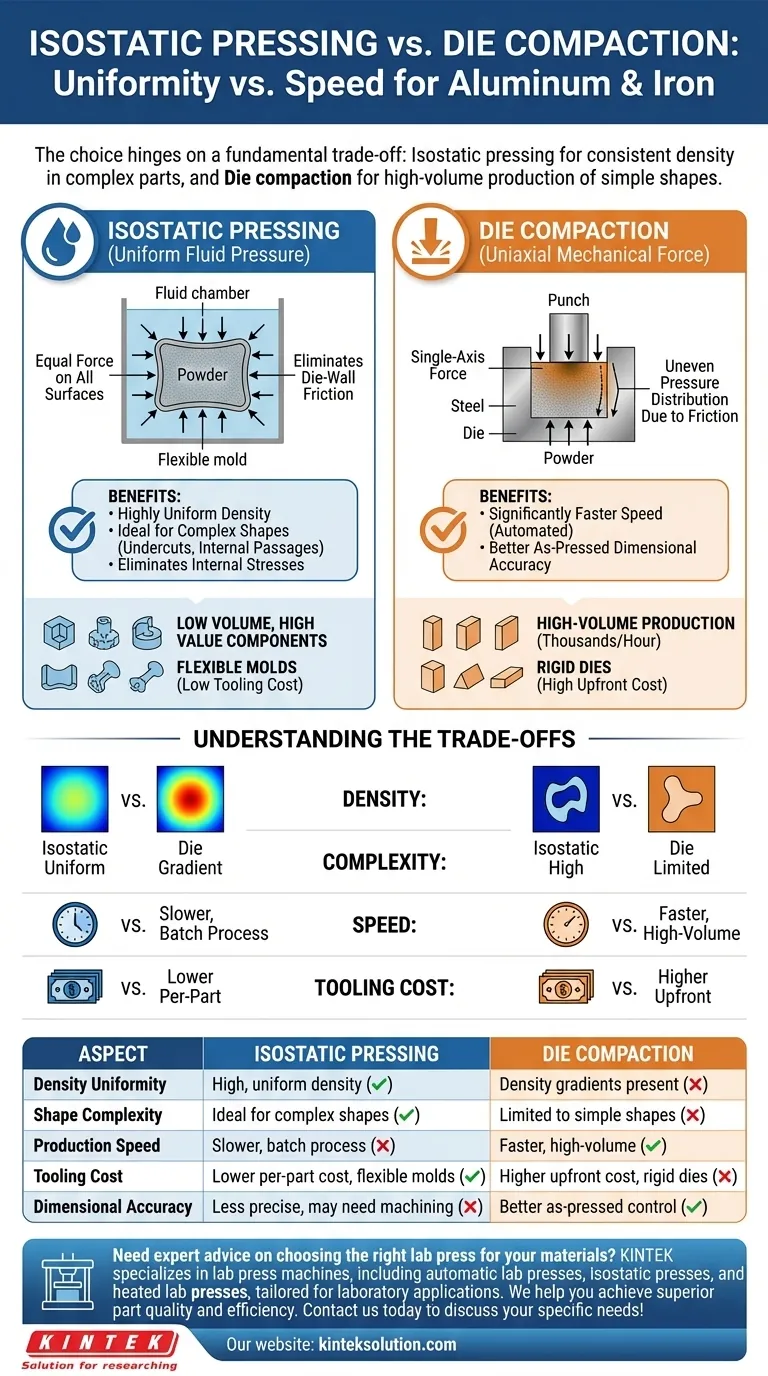
Presurización Isostática: Presión de Fluido Uniforme
En la presurización isostática, el polvo metálico (como aluminio o hierro) se coloca en un molde flexible y sellado. Este molde se sumerge luego en una cámara de fluido y el fluido se presuriza, ejerciendo una fuerza igual sobre cada superficie del molde simultáneamente.
Esta presión envolvente asegura que la compactación sea uniforme en todo el volumen de la pieza. Elimina por completo la causa principal de la variación de densidad: la fricción de la pared del troquel.
Compactación por Troquel: Fuerza Mecánica Uniaxial
La compactación por troquel, a menudo denominada prensado en frío, utiliza un troquel de acero rígido y uno o más punzones mecánicos. El polvo llena la cavidad del troquel y un punzón lo comprime a lo largo de un solo eje (de arriba a abajo, y a veces también de abajo a arriba).
Aunque la fuerza del punzón es alta, su transmisión a través del polvo se ve obstaculizada por la fricción contra las paredes rígidas del troquel. Esto da como resultado una distribución desigual de la presión y, en consecuencia, de la densidad.
Impacto en las propiedades del material y la geometría de la pieza
Estos diferentes métodos de aplicación de presión tienen consecuencias directas en el producto final, independientemente de si el material es aluminio, hierro u otro metal en polvo.
Uniformidad de la Densidad
La presurización isostática produce piezas con una densidad altamente uniforme. Debido a que la presión se aplica desde todas las direcciones, cada región del polvo se compacta casi en el mismo grado.
La compactación por troquel, sin embargo, crea gradientes de densidad. Las áreas de la pieza más cercanas al punzón móvil se vuelven las más densas, mientras que el centro de la pieza y las secciones más alejadas del punzón son las menos densas debido a los efectos de la fricción de la pared del troquel.
Complejidad de la Forma
La presurización isostática sobresale en la producción de formas complejas. Debido a que utiliza un molde flexible, puede formar piezas con socavaduras, conductos internos intrincados o altas relaciones de longitud a diámetro que son imposibles de expulsar de un troquel rígido.
La compactación por troquel se limita a formas prismáticas simples. La pieza debe poder ser empujada fuera de la cavidad del troquel sin dañarse, lo que restringe su geometría.
Comprender las compensaciones
Elegir un método no se trata solo de lograr una densidad perfecta; es un equilibrio entre prioridades de ingeniería y económicas.
Velocidad y Rendimiento
La compactación por troquel es significativamente más rápida. El proceso se automatiza fácilmente y puede producir cientos o miles de piezas por hora, lo que lo convierte en el estándar para la fabricación de gran volumen.
La presurización isostática es un proceso por lotes mucho más lento. La carga y descarga del recipiente a presión lleva tiempo, lo que limita su rendimiento y lo hace más adecuado para componentes de menor volumen y alto valor.
Herramientas y Costo
Las herramientas para la compactación por troquel requieren troqueles y punzones de acero endurecido costosos que deben mecanizarse con precisión. Estos costos son altos por adelantado, pero se amortizan en grandes tiradas de producción.
La presurización isostática utiliza moldes flexibles económicos (a menudo hechos de uretano o caucho). Si bien el recipiente a presión en sí es una gran inversión de capital, el costo de las herramientas por pieza puede ser mucho menor, lo que lo hace atractivo para la creación de prototipos y la producción de lotes pequeños.
Precisión Dimensional
La compactación por troquel ofrece un mejor control dimensional tal como se prensa. La cavidad del troquel rígido proporciona una forma neta precisa, lo que minimiza la necesidad de mecanizado posterior en las dimensiones exteriores de una pieza.
La presurización isostática da como resultado una contracción menos predecible. Si bien la densidad es uniforme, las dimensiones finales después del prensado son menos precisas y, a menudo, requieren operaciones de mecanizado secundarias para cumplir con tolerancias estrictas.
Tomar la decisión correcta para su componente
Su selección debe guiarse por el requisito más crítico para su pieza final.
- Si su enfoque principal es la producción de gran volumen de formas simples (como casquillos o engranajes pequeños): La compactación por troquel es la opción clara debido a su velocidad inigualable y bajo costo por pieza a escala.
- Si su enfoque principal son las propiedades mecánicas uniformes en formas complejas (como álabes de turbina de forma casi neta o implantes médicos): La presurización isostática es superior, ya que es la única forma de garantizar una densidad y un rendimiento consistentes en dichas geometrías.
- Si su enfoque principal es eliminar tensiones internas y defectos en piezas altas: La presión uniforme de la presurización isostática evita los gradientes de densidad que pueden provocar grietas durante la sinterización, un riesgo común con las piezas compactadas por troquel.
- Si su enfoque principal es la creación de prototipos o la producción de lotes pequeños con características complejas: La presurización isostática ofrece una ruta más rentable, ya que las herramientas son mucho más baratas y fáciles de crear que un juego completo de troquel y punzón.
Al comprender que el método de presión dicta las propiedades finales, puede seleccionar con confianza el proceso de compactación correcto para su objetivo de ingeniería específico.
Tabla de Resumen:
| Aspecto | Presurización Isostática | Compactación por Troquel |
|---|---|---|
| Uniformidad de la Densidad | Densidad alta y uniforme | Presenta gradientes de densidad |
| Complejidad de la Forma | Ideal para formas complejas | Limitado a formas simples |
| Velocidad de Producción | Proceso por lotes más lento | Más rápido, alto volumen |
| Costo de Herramientas | Menor costo por pieza, moldes flexibles | Mayor costo inicial, troqueles rígidos |
| Precisión Dimensional | Menos precisa, puede requerir mecanizado | Mejor control dimensional al prensar |
¿Necesita asesoramiento experto sobre cómo elegir la prensa de laboratorio adecuada para sus materiales? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, adaptadas a aplicaciones de laboratorio. Le ayudamos a lograr una calidad de pieza superior y eficiencia en su investigación y desarrollo. ¡Contáctenos hoy para discutir sus necesidades específicas y descubrir cómo nuestras soluciones pueden beneficiar a su laboratorio!
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuál es la función de los moldes elásticos en el prensado isostático en caliente? Lograr una densidad uniforme en partículas compuestas
- ¿Cuál es el papel del material flexible en el prensado isostático en caliente? Clave para la Densidad Uniforme y la Precisión
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cuál es el proceso involucrado en el prensado isostático en caliente? Dominando la densidad uniforme con la tecnología WIP
- ¿Cuál es el mecanismo de una Prensa Isostática en Caliente (WIP) sobre el queso? Domina la Pasteurización en Frío para una Seguridad Superior



















