El prensado isostático libera fundamentalmente la geometría de las piezas de las limitaciones de la fabricación tradicional. Al aplicar una presión igual desde todas las direcciones, permite la creación de formas muy complejas con una densidad interna uniforme, una hazaña imposible con métodos que aplican fuerza desde una sola dirección. Esta técnica no es solo una alternativa; es la tecnología habilitadora para una nueva clase de diseños de componentes.
La ventaja principal del prensado isostático radica en el uso de un fluido para transmitir la presión de manera uniforme a una pieza sostenida en un molde flexible. Esto elimina las tensiones internas y las variaciones de densidad que plagan el prensado tradicional, lo que permite a los diseñadores crear componentes intrincados y robustos en un solo paso.

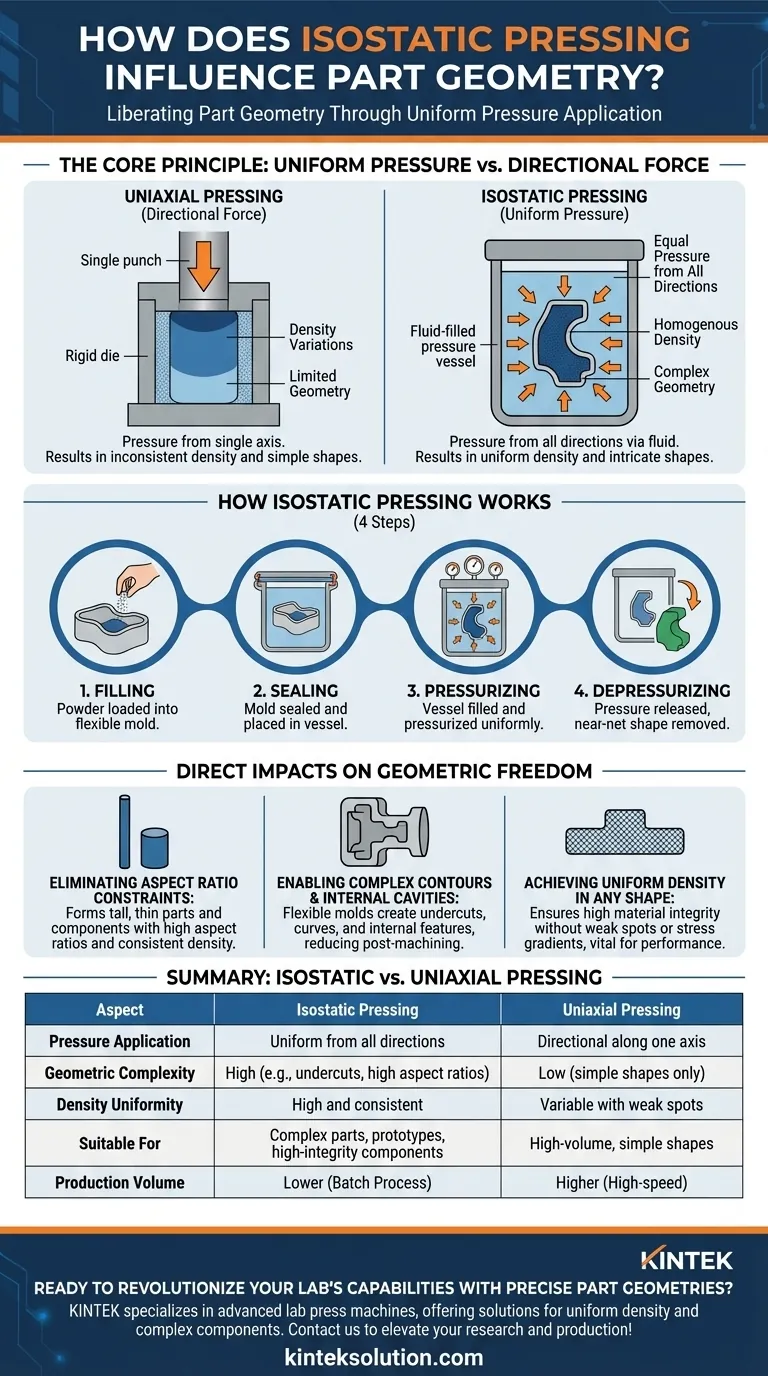
El Principio Fundamental: Presión Uniforme vs. Fuerza Direccional
Para comprender la libertad geométrica que proporciona el prensado isostático, primero debe comprender las limitaciones de la alternativa: el prensado uniaxial.
La Limitación del Prensado Uniaxial
En el prensado uniaxial (o con troquel), el polvo se compacta en un troquel rígido mediante un punzón que aplica fuerza a lo largo de un solo eje. Este método es rápido y económico para formas simples como tabletas o bujes.
Sin embargo, la fricción entre el polvo y las paredes del troquel impide que la presión se transmita de manera uniforme. Cuanto más lejos está el polvo del punzón, menor es la presión de compactación, lo que resulta en variaciones significativas de densidad. Esto restringe severamente la geometría de la pieza, lo que hace imposible producir piezas altas y delgadas o componentes con secciones transversales complejas.
Cómo Funciona el Prensado Isostático
El prensado isostático supera esto sumergiendo un molde flexible lleno de polvo en un recipiente a presión lleno de fluido. El proceso implica cuatro pasos clave:
- Llenado: El polvo se carga en un molde flexible y sellado (a menudo hecho de caucho o uretano) que define la forma de la pieza.
- Sellado: El molde se sella herméticamente y se coloca dentro de un recipiente de alta presión.
- Presurización: El recipiente se llena con un fluido (como agua o aceite) y se presuriza. Esta presión se transmite de manera igual y simultánea a cada superficie del molde.
- Despresurización: Después de un tiempo establecido, se libera la presión y la pieza compactada, conocida como compacto "en verde", se retira del molde.
Debido a que la presión es perfectamente uniforme, se elimina la fricción de la pared y el polvo se compacta en un sólido homogéneo.
Impactos Directos en la Libertad Geométrica
El cambio de la fuerza direccional a la presión uniforme tiene profundas consecuencias para lo que se puede diseñar y fabricar.
Eliminación de las Restricciones de Relación de Aspecto
El prensado uniaxial está limitado a piezas con bajas relaciones altura-diámetro. El prensado isostático elimina por completo esta restricción. Se pueden formar varillas largas, tubos de pared delgada y otros componentes con altas relaciones de aspecto con una densidad consistente de arriba a abajo.
Habilitación de Contornos Complejos y Cavidades Internas
El uso de un molde flexible es la clave de la complejidad geométrica. Estos moldes se pueden diseñar con socavados, curvas complejas, espesores de pared variables e incluso cavidades internas. Una vez que se aplica presión, el polvo se compacta en esta "forma casi final", lo que reduce drásticamente la necesidad de un posmecanizado costoso y que desperdicia material.
Lograr una Densidad Uniforme en Cualquier Forma
Para un componente complejo, el rendimiento depende de la integridad del material. El prensado isostático crea piezas con una densidad alta y uniforme, independientemente de su forma. Esto evita los puntos débiles internos, los gradientes de tensión y la posibilidad de deformaciones o grietas que harían inutilizable una pieza compleja hecha por otros medios.
Comprender las Compensaciones
Aunque potente, el prensado isostático no es la solución universal. Sus ventajas en geometría vienen con consideraciones específicas.
Tiempos de Ciclo Más Lentos
En comparación con la naturaleza de alta velocidad y automatizada del prensado uniaxial, el prensado isostático es un proceso por lotes. El sellado del molde, la carga del recipiente, la presurización y la descarga toman significativamente más tiempo, lo que lo hace menos adecuado para la producción de gran volumen de piezas simples.
Costos de Herramientas y Equipos
Los recipientes de alta presión requeridos para este proceso representan una inversión de capital significativa. Además, si bien los moldes flexibles son más baratos de crear que los troqueles de acero endurecido utilizados en el prensado uniaxial, tienen una vida útil más corta y pueden necesitar un reemplazo más frecuente.
Control de Tolerancia Dimensional
La pieza final, o compacto en verde, se encoge durante la posterior fase de sinterización (calentamiento). Si bien esta contracción es predecible, la flexibilidad inherente del molde significa que el prensado isostático produce formas casi finales en lugar de piezas perfectamente acabadas. Las tolerancias más ajustadas aún pueden requerir un paso final de mecanizado ligero.
Tomar la Decisión Correcta para su Objetivo
La selección del método de prensado correcto depende completamente de la complejidad geométrica y los requisitos de rendimiento de su componente.
- Si su enfoque principal es la producción de gran volumen de formas simples (como discos o cilindros cortos): El prensado uniaxial sigue siendo la opción más eficiente y rentable.
- Si su enfoque principal es la creación de formas complejas, prototipos o piezas con altas relaciones de aspecto: El prensado isostático es el método superior para lograr libertad geométrica y un compacto en verde uniforme.
- Si su enfoque principal es la máxima integridad del material en una pieza compleja (por ejemplo, álabes de turbinas aeroespaciales o implantes médicos): La densidad uniforme y la ausencia de defectos proporcionadas por el prensado isostático son críticas y a menudo no negociables.
Al comprender el principio de la presión hidrostática uniforme, puede aprovechar el prensado isostático para diseñar y fabricar piezas que antes se consideraban imposibles.
Tabla Resumen:
| Aspecto | Prensado Isostático | Prensado Uniaxial |
|---|---|---|
| Aplicación de Presión | Uniforme desde todas las direcciones | Direccional a lo largo de un eje |
| Complejidad Geométrica | Alta (por ejemplo, socavados, altas relaciones de aspecto) | Baja (solo formas simples) |
| Uniformidad de Densidad | Alta y consistente | Variable con puntos débiles |
| Adecuado Para | Piezas complejas, prototipos, componentes de alta integridad | Grandes volúmenes, formas simples |
¿Listo para revolucionar las capacidades de su laboratorio con geometrías de piezas precisas? KINTEK se especializa en máquinas de prensa de laboratorio avanzadas, incluyendo prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer las exigentes necesidades de los laboratorios. Nuestras soluciones ofrecen densidad uniforme y permiten la creación de componentes complejos, reduciendo el posprocesamiento y mejorando la integridad del material. ¡Contáctenos hoy para discutir cómo nuestro equipo puede elevar su investigación y producción!
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
La gente también pregunta
- ¿Cuál es el mecanismo de una Prensa Isostática en Caliente (WIP) sobre el queso? Domina la Pasteurización en Frío para una Seguridad Superior
- ¿Cuál es el proceso involucrado en el prensado isostático en caliente? Dominando la densidad uniforme con la tecnología WIP
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cuál es el papel del material flexible en el prensado isostático en caliente? Clave para la Densidad Uniforme y la Precisión
- ¿Cómo se diferencia el Prensado Isostático en Caliente de los métodos de prensado tradicionales? Desbloquee una densidad uniforme para piezas complejas



















