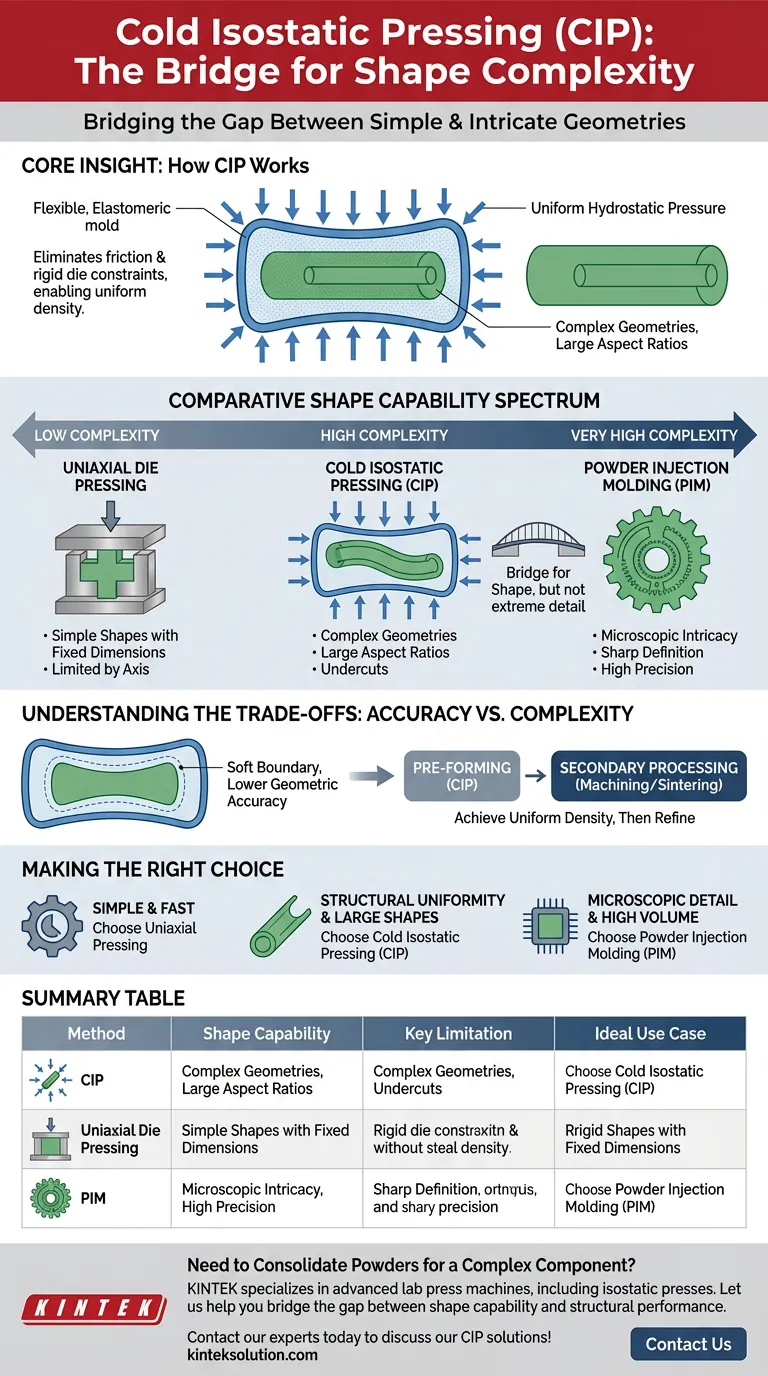
En el espectro de los métodos de consolidación de polvos, el Prensado Isostático en Frío (CIP) actúa como un puente funcional para la complejidad de las formas. Supera significativamente al prensado en matriz uniaxial estándar al permitir la creación de componentes con grandes relaciones de aspecto y socavados, pero generalmente carece de la capacidad de reproducir la complejidad microscópica y la definición nítida que se puede lograr con el Moldeo por Inyección de Polvos (PIM).
Idea Central: El CIP logra su versatilidad al aplicar una presión hidrostática uniforme a través de un molde flexible, eliminando la fricción y las restricciones geométricas de las matrices rígidas. Si bien esto permite geometrías complejas como tubos largos e interiores huecos, la flexibilidad del molde inevitablemente sacrifica la precisión geométrica de alta tolerancia que se encuentra en el moldeo por inyección.

La Mecánica de la Flexibilidad de la Forma
Para comprender por qué el CIP funciona mejor que algunos métodos pero peor que otros, debe observar cómo se aplica la fuerza al polvo.
La Ventaja de la Presión Isostática
A diferencia del prensado uniaxial, que aplica fuerza a lo largo de un solo eje, el CIP aplica presión uniformemente desde todas las direcciones.
Esto utiliza un medio fluido para transmitir la presión hidráulica por igual contra la superficie del molde.
Debido a que no hay fricción en la pared de la matriz que superar, la densidad permanece constante en toda la pieza, incluso en formas complejas o alargadas.
El Papel de los Moldes Elastómeros
El CIP utiliza moldes flexibles hechos de caucho o materiales elastómeros similares, en lugar de matrices metálicas rígidas.
Esta flexibilidad es la clave de su capacidad de forma.
Permite la formación de geometrías que serían imposibles de extraer de una matriz rígida, como tubos largos, capas de electrolitos sólidos y ferritas complejas.
Análisis Comparativo de Capacidades
Al seleccionar un proceso de fabricación, es útil ver el CIP en relación con sus alternativas principales.
CIP vs. Prensado en Matriz Uniaxial
El prensado uniaxial está estrictamente limitado a formas simples con dimensiones fijas.
Debido a que presiona de arriba hacia abajo, no puede acomodar contornos complejos o piezas con relaciones de longitud a diámetro significativas sin sufrir gradientes de densidad.
El CIP evita estas limitaciones por completo, ofreciendo una uniformidad superior y la capacidad de formar geometrías complejas que una prensa vertical rígida no puede lograr.
CIP vs. Moldeo por Inyección de Polvos (PIM)
Si bien el CIP es versátil, se considera inferior al PIM en cuanto a complejidad extrema.
El PIM implica la inyección de un material en una cavidad rígida, lo que permite la replicación de características diminutas, esquinas afiladas y detalles externos altamente complejos.
El CIP es más adecuado para componentes grandes de "forma cercana a la neta", mientras que el PIM es el estándar para piezas intrincadas pequeñas y de alta precisión.
Comprender las Compensaciones: Precisión vs. Complejidad
Si bien el CIP permite formas complejas, existe una compensación crítica en cuanto a la precisión geométrica.
El Desafío de la Precisión
La característica misma que permite la complejidad —el molde flexible— es también una fuente de imprecisión.
Debido a que el molde crea un límite "blando", la pieza verde resultante (el polvo compactado antes de la sinterización) a menudo tiene una menor precisión geométrica en comparación con las piezas prensadas en matrices rígidas.
Estrategias de Mitigación
Para abordar esto, el CIP se utiliza a menudo como una operación de preformado.
El proceso produce una pieza con una densidad verde alta y uniforme (del 60% al 80% de la densidad teórica).
Esta pieza de densidad uniforme puede luego mecanizarse o sinterizarse para lograr las dimensiones finales y precisas, combinando efectivamente la integridad estructural del CIP con la precisión del procesamiento secundario.
Tomando la Decisión Correcta para Sus Objetivos de Fabricación
Seleccionar el método correcto requiere equilibrar su necesidad de complejidad geométrica con sus requisitos de tolerancia y volumen de producción.
- Si su enfoque principal es la geometría simple y la alta velocidad: Elija el Prensado Uniaxial, ya que es más rápido y suficiente para piezas con dimensiones fijas y simples.
- Si su enfoque principal es la uniformidad estructural en formas grandes o tubulares: Elija el Prensado Isostático en Frío (CIP) para garantizar una densidad constante en geometrías complejas que las matrices rígidas no pueden soportar.
- Si su enfoque principal es el detalle microscópico y la complejidad de alto volumen: Elija el Moldeo por Inyección de Polvos (PIM), ya que ofrece la máxima flexibilidad para características intrincadas.
En última instancia, el CIP es la opción superior cuando su componente requiere alta integridad de material y una forma que desafía las limitaciones de una prensa de un solo eje, siempre que pueda acomodar un procesamiento posterior menor para las tolerancias finales.
Tabla Resumen:
| Método | Capacidad de Complejidad de Forma | Limitación Clave | Caso de Uso Ideal |
|---|---|---|---|
| Prensado Isostático en Frío (CIP) | Alta: geometrías complejas, grandes relaciones de aspecto, socavados | Menor precisión geométrica debido a moldes flexibles | Piezas grandes de forma cercana a la neta que requieren densidad uniforme (p. ej., tubos, electrolitos sólidos) |
| Prensado en Matriz Uniaxial | Baja: formas simples con dimensiones fijas | Gradientes de densidad y restricciones geométricas | Producción simple y de alta velocidad de formas básicas |
| Moldeo por Inyección de Polvos (PIM) | Muy Alta: detalle microscópico, esquinas afiladas, alta complejidad | Mayor complejidad y costo para las herramientas | Piezas pequeñas, de alta precisión e intrincadas en grandes volúmenes |
¿Necesita Consolidar Polvos para un Componente Complejo?
Elegir el método de prensado correcto es fundamental para lograr la complejidad de forma y la integridad del material deseadas en su laboratorio. KINTEK se especializa en máquinas de prensado de laboratorio avanzadas, incluyendo prensas isostáticas diseñadas para una densidad uniforme en geometrías complejas.
Permítanos ayudarle a cerrar la brecha entre la capacidad de forma y el rendimiento estructural. Nuestra experiencia garantiza que seleccione el equipo ideal para sus necesidades específicas de consolidación de polvos, ya sea para I+D o producción.
¡Póngase en contacto con nuestros expertos en prensado hoy mismo para hablar sobre cómo nuestras soluciones CIP pueden mejorar su proceso de fabricación!
Guía Visual
Productos relacionados
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Cuál es la función principal de una Prensa Isostática en Frío (CIP) en la preparación de NASICON? Alcanzar el 96% de la Densidad Teórica
- ¿Qué tipos de equipos existen para el prensado isostático en frío?Explore las soluciones CIP para laboratorios y producción
- ¿Por qué son importantes las altas tasas de presurización en los sistemas CIP automatizados? Lograr una densidad superior del material
- ¿Cómo aumenta la prensa isostática en frío (CIP) la densidad de corriente Bi-2223/Ag? Potencie la superconductividad con presión uniforme
- ¿Para qué tipos de materiales y aplicaciones son especialmente beneficiosos los sistemas automatizados de CIP? Desbloquee la pureza y las formas complejas










