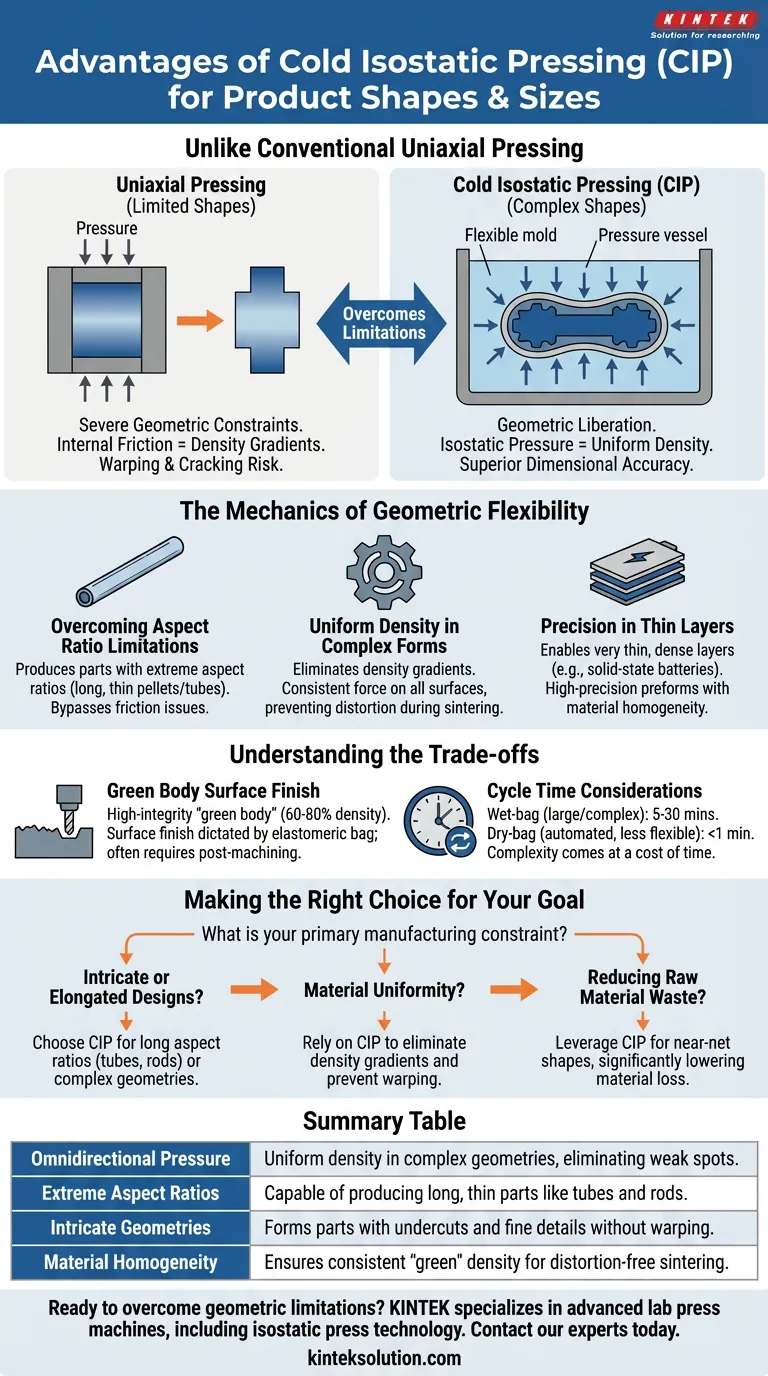
A diferencia del prensado uniaxial convencional, el prensado isostático en frío (CIP) libera a los fabricantes de severas restricciones geométricas, permitiendo la producción de formas muy complejas con una precisión dimensional superior. Al aplicar una presión uniforme desde todas las direcciones a través de un medio líquido, el CIP facilita la creación de piezas con relaciones de aspecto extremas —como pellets largos y delgados o tubos— que de otro modo sufrirían gradientes de densidad o fallos estructurales en los procesos de moldeo estándar.
La Clave Principal Mientras que el prensado estándar crea fricción interna que limita la complejidad de la forma, el CIP utiliza presión isostática (igual) para asegurar una densidad uniforme en toda la pieza. Esto permite la consolidación exitosa de geometrías intrincadas, irregulares o alargadas sin la deformación, agrietamiento o distorsión que se observa típicamente durante la fase de sinterización posterior.

La Mecánica de la Flexibilidad Geométrica
Superando las Limitaciones de la Relación de Aspecto
Los métodos de prensado estándar a menudo tienen dificultades con piezas que son significativamente más largas que anchas. La fricción contra las paredes de la matriz crea una densidad desigual, lo que lleva a puntos débiles.
El CIP evita esta limitación. Dado que la presión es hidráulica y omnidireccional, puede comprimir con éxito polvos en geometrías largas y delgadas —como pellets o tubos cerámicos— manteniendo la integridad estructural.
Densidad Uniforme en Formas Complejas
La ventaja definitoria del CIP en cuanto a la forma es la eliminación de los gradientes de densidad. En el prensado uniaxial, la presión disminuye a medida que se avanza más profundamente en la pieza, lo que restringe la complejidad del diseño.
El CIP aplica una fuerza constante a cada superficie del molde simultáneamente. Esto asegura que incluso las piezas con características intrincadas, como las ferritas para electrónica o los componentes con socavados, logren una densidad "en verde" (pre-sinterizada) uniforme. Esta uniformidad es crítica para prevenir la distorsión cuando la pieza se cuece o sinteriza finalmente.
Precisión en Capas Delgadas
El control ofrecido por el CIP se extiende a dimensiones extremadamente finas. El proceso permite la creación de capas muy delgadas y densas, como las capas de electrolito sólido requeridas en la tecnología de baterías de estado sólido.
Esta capacidad hace que el CIP sea ideal para aplicaciones que requieren preformas de alta precisión donde la homogeneidad del material es innegociable.
Comprendiendo las Compensaciones
Si bien el CIP ofrece una flexibilidad de forma excepcional, es vital comprender las realidades operativas en comparación con otros métodos.
El Acabado Superficial del "Cuerpo en Verde"
El CIP produce un "cuerpo en verde" de alta integridad con una densidad del 60% al 80% de la teórica, pero el acabado superficial está dictado por la bolsa elastomérica utilizada como molde.
En consecuencia, las piezas producidas mediante CIP a menudo requieren mecanizado posterior para lograr las tolerancias superficiales finales. Si bien el CIP reduce la complejidad del procesamiento, rara vez produce un producto acabado "net-shape" inmediatamente después del prensado.
Consideraciones del Tiempo de Ciclo
Lograr este nivel de complejidad geométrica tiene un costo en tiempo. Un proceso CIP de "bolsa húmeda", a menudo utilizado para formas grandes o complejas, tiene un tiempo de ciclo de 5 a 30 minutos.
Si bien los procesos automatizados de "bolsa seca" son más rápidos (menos de 1 minuto), generalmente son menos flexibles en cuanto a cambios de forma que el método de bolsa húmeda.
Tomando la Decisión Correcta para su Objetivo
Para determinar si el CIP es la solución correcta para su geometría específica, considere sus principales restricciones de fabricación.
- Si su principal enfoque son los diseños intrincados o alargados: Elija CIP para producir relaciones de aspecto largas (tubos, varillas) o geometrías complejas que se agrietarían bajo la fricción del prensado uniaxial.
- Si su principal enfoque es la uniformidad del material: Confíe en el CIP para eliminar los gradientes de densidad, asegurando que las formas complejas no se deformen o distorsionen durante la fase de sinterización.
- Si su principal enfoque es reducir el desperdicio de materia prima: Aproveche la capacidad del CIP para formar formas cercanas a la forma neta, lo que reduce significativamente la pérdida de material en comparación con el mecanizado de piezas a partir de bloques sólidos.
Al desacoplar la complejidad de la forma de la densidad del material, el CIP le permite priorizar el rendimiento del diseño sobre las limitaciones de fabricación.
Tabla Resumen:
| Característica | Ventaja |
|---|---|
| Presión Omnidireccional | Densidad uniforme en geometrías complejas, eliminando puntos débiles. |
| Relaciones de Aspecto Extremas | Capaz de producir piezas largas y delgadas como tubos y varillas. |
| Geometrías Intrincadas | Forma piezas con socavados y detalles finos sin deformación. |
| Homogeneidad del Material | Asegura una densidad "en verde" constante para una sinterización sin distorsiones. |
¿Listo para superar las limitaciones geométricas del prensado estándar para sus componentes de laboratorio?
KINTEK se especializa en máquinas de prensado de laboratorio avanzadas, incluida la tecnología de prensado isostático, para ayudarle a producir formas complejas con densidad uniforme y precisión dimensional superior. Ya sea que esté desarrollando componentes de baterías de estado sólido, cerámicas avanzadas o piezas metálicas intrincadas, nuestra experiencia garantiza que sus materiales funcionen según lo diseñado.
Póngase en contacto con nuestros expertos en prensado hoy mismo para discutir cómo nuestras soluciones CIP pueden mejorar su investigación y desarrollo.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
















