Los tres tipos de prensas isostáticas, categorizados según su temperatura de funcionamiento, son el Prensado Isostático en Frío (CIP), el Prensado Isostático en Tibio (WIP) y el Prensado Isostático en Caliente (HIP). Cada método utiliza presión uniforme para consolidar materiales, pero la adición de temperatura cambia fundamentalmente el proceso, los materiales adecuados y el resultado final.
La elección entre prensado isostático en frío, tibio o caliente no es arbitraria; está dictada por las propiedades del material y el objetivo final, ya sea crear una forma preliminar o lograr un componente de alto rendimiento y densidad total.

El papel de la temperatura en el prensado isostático
El prensado isostático aplica presión uniformemente desde todas las direcciones utilizando un fluido o gas. Esto asegura una densidad constante y un estrés interno mínimo en la pieza compactada. Introducir la temperatura en esta ecuación sirve a un propósito crítico.
La temperatura influye en la plasticidad de un material, su capacidad para deformarse y unirse. Al seleccionar la temperatura correcta, puede lograr resultados que van desde la simple compactación de polvo hasta la eliminación completa de vacíos internos en una pieza sólida.
Análisis de los tres métodos de prensado isostático
Cada método ocupa un nicho específico en el procesamiento de materiales, definido por su combinación única de presión y temperatura.
Prensado Isostático en Frío (CIP)
El CIP opera a temperatura ambiente o cercana a ella. Utiliza un líquido incompresible (típicamente agua o aceite) para transmitir alta presión a un molde flexible lleno de polvo.
El objetivo principal del CIP es compactar uniformemente los polvos en una masa sólida con suficiente resistencia para manipularla. Esta pieza inicial sin sinterizar se conoce como "cuerpo verde". Tiene una buena uniformidad de densidad, pero aún contiene una porosidad significativa y requiere un paso de sinterización posterior a alta temperatura para lograr su resistencia final.
Este método es ideal para cerámicas y polvos metálicos antes de que se sometan a la cocción o sinterización final.
Prensado Isostático en Tibio (WIP)
El WIP opera a temperaturas medias, generalmente hasta 500°C (932°F), cerrando la brecha entre el prensado en frío y en caliente. Se utiliza para materiales que se benefician del calor moderado para ablandarlos y consolidarlos, pero que se dañarían con las temperaturas extremas del HIP.
El WIP se utiliza más comúnmente para polímeros, plásticos y algunos compuestos. La temperatura elevada aumenta la plasticidad del material, lo que permite una mejor compactación y unión de lo que el CIP puede proporcionar para estos tipos de materiales.
Hay dos tipos principales de sistemas WIP: aquellos que utilizan un medio líquido calentado (hasta aproximadamente 250°C) y aquellos que utilizan un gas inerte (hasta aproximadamente 500°C).
Prensado Isostático en Caliente (HIP)
El HIP combina temperatura extrema y alta presión simultáneamente. El proceso tiene lugar dentro de una cámara especializada de alta presión, utilizando un gas inerte de alta presión (como argón) como medio de presión. Las temperaturas pueden superar los 2,000°C (3,632°F).
El objetivo del HIP es lograr la densificación total, eliminando casi toda la porosidad interna. Este proceso se utiliza para curar defectos de fundición, consolidar polvos metálicos en piezas totalmente densas y crear uniones por difusión entre materiales disímiles. Mejora drásticamente las propiedades mecánicas como la vida a la fatiga, la ductilidad y la tenacidad a la fractura.
El HIP es esencial para metales, aleaciones, superaleaciones y cerámicas técnicas de alto rendimiento utilizados en aplicaciones críticas como la aeroespacial, implantes médicos y energía.
Comprensión de las compensaciones: CIP vs. WIP vs. HIP
Elegir el método correcto requiere equilibrar el costo, la complejidad y las propiedades deseadas del material.
Densidad final y propiedades mecánicas
El CIP crea una preforma con densidad moderada que requiere un proceso de sinterización secundario para ser funcional. El HIP, por el contrario, puede producir una pieza final con casi el 100% de la densidad teórica y características mecánicas muy superiores en un solo paso. El WIP se sitúa en un punto intermedio, ofreciendo mejor consolidación para polímeros que el CIP.
Costo y complejidad
El equipo requerido sigue un claro gradiente de costo y complejidad. Los sistemas CIP son los más sencillos y asequibles. Los sistemas WIP añaden la complejidad de un sistema de calefacción controlada. Las cámaras HIP son las más complejas y caras debido a la necesidad de gestionar de forma segura temperaturas y presiones extremas simultáneamente.
Aplicación y adecuación del material
Su material dicta su elección. Las cerámicas frágiles y los polvos metálicos estándar son perfectos para un ciclo CIP inicial. Los polímeros que se ablandan con calor moderado son ideales para WIP. Los componentes metálicos de misión crítica que requieren una estructura interna impecable son candidatos para HIP.
Selección del método correcto para su material
Su decisión debe estar directamente relacionada con su objetivo de procesamiento y el material con el que está trabajando.
- Si su enfoque principal es crear un cuerpo verde inicial y uniforme a partir de polvos para una posterior sinterización: El CIP es la opción más eficaz y económica.
- Si su enfoque principal es compactar polímeros o compuestos que requieren calor moderado para fluir: El WIP es el método necesario.
- Si su enfoque principal es lograr la máxima densidad y propiedades mecánicas superiores en metales o cerámicas avanzadas: El HIP es el proceso definitivo para los resultados de mayor rendimiento.
Comprender la interacción de la temperatura y la presión es la clave para dominar la consolidación de materiales y lograr el rendimiento deseado del componente.
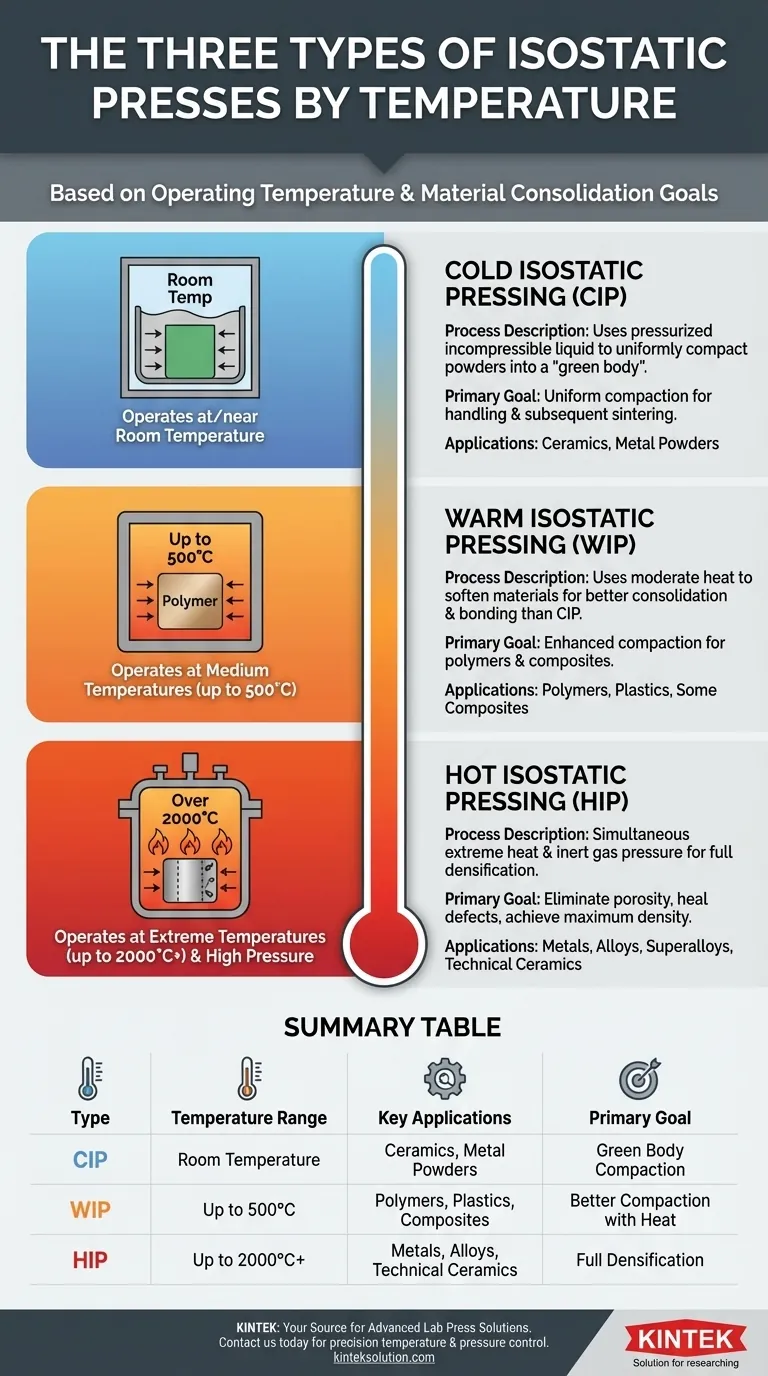
Tabla resumen:
| Tipo | Rango de temperatura | Aplicaciones clave | Objetivo principal |
|---|---|---|---|
| Prensado Isostático en Frío (CIP) | Temperatura ambiente | Cerámicas, polvos metálicos | Compactación uniforme en cuerpo verde |
| Prensado Isostático en Tibio (WIP) | Hasta 500°C | Polímeros, plásticos, compuestos | Mejor compactación con calor moderado |
| Prensado Isostático en Caliente (HIP) | Hasta 2000°C+ | Metales, aleaciones, cerámicas técnicas | Densificación total y curación de defectos |
¿Listo para elevar las capacidades de su laboratorio con la prensa isostática adecuada? KINTEK se especializa en máquinas de prensa de laboratorio, incluidas prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, adaptadas a las necesidades del laboratorio. Ya sea que trabaje con cerámicas, metales o polímeros, nuestras soluciones ofrecen un control preciso de la temperatura y una presión uniforme para una consolidación superior de los materiales. Contáctenos hoy para discutir cómo podemos ayudar a optimizar sus procesos y lograr resultados de alto rendimiento.
Guía Visual
Productos relacionados
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Moldes de prensado isostático de laboratorio para moldeo isostático
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
La gente también pregunta
- ¿Cuál es el papel del material flexible en el prensado isostático en caliente? Clave para la Densidad Uniforme y la Precisión
- ¿Cuáles son las ventajas de usar una prensa isostática en caliente (WIP) para baterías? Lograr un contacto de interfaz superior
- ¿Cuál es el mecanismo de una Prensa Isostática en Caliente (WIP) sobre el queso? Domina la Pasteurización en Frío para una Seguridad Superior
- ¿Por qué los cátodos compuestos deben sellarse en bolsas de laminación al vacío para WIP? Garantizar la estabilidad y densidad de la batería
- ¿Cuál es la función de los moldes elásticos en el prensado isostático en caliente? Lograr una densidad uniforme en partículas compuestas



















