En esencia, la principal diferencia entre el prensado isostático en frío (CIP) y el prensado uniaxial tradicional es la dirección desde la que se aplica la fuerza. El prensado uniaxial aplica fuerza a lo largo de un único eje vertical, mientras que el CIP aplica una presión uniforme e igual desde todas las direcciones simultáneamente. Esta distinción fundamental provoca diferencias significativas en la densidad, la uniformidad y la complejidad geométrica de las piezas que se pueden producir.
Aunque el prensado uniaxial es un método rápido y eficiente para la producción de grandes volúmenes de formas simples, el prensado isostático en frío es la opción superior para crear componentes complejos con la máxima densidad y uniformidad microestructural.

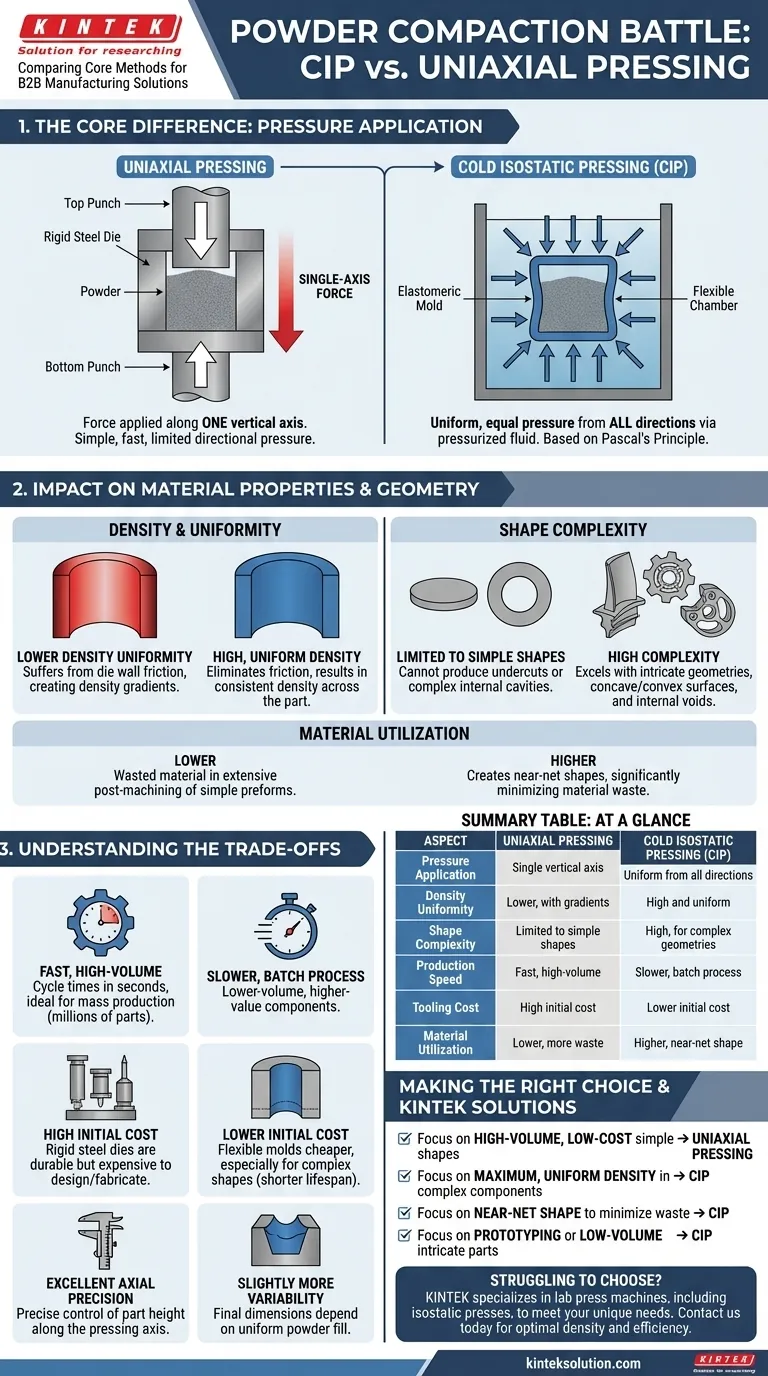
La diferencia fundamental: cómo se aplica la presión
El método de aplicación de la presión es la característica definitoria que separa estas dos técnicas de compactación de polvos. Influye directamente en cada propiedad posterior de la pieza terminada.
Prensado uniaxial: un enfoque de un solo eje
En el prensado uniaxial, un material en polvo se coloca en una cavidad de matriz rígida. A continuación, un punzón superior se mueve hacia abajo para comprimir el polvo contra un punzón inferior estacionario, aplicando fuerza a lo largo de un eje.
Este proceso es mecánicamente simple y rápido, lo que facilita su automatización para la producción en masa. Es el método dominante para producir piezas simples como tabletas, bujes y discos.
Prensado isostático en frío: un enfoque uniforme
En el prensado isostático en frío (CIP), el polvo se coloca en un molde flexible y elastomérico que luego se sella. Este molde sellado se sumerge en una cámara de líquido, que luego se presuriza.
Basado en el principio de Pascal, esta presión se transmite de manera igual e instantánea a cada superficie del molde flexible. El resultado es una presión uniforme desde todas las direcciones, compactando el polvo en una pieza "en verde" sólida.
El impacto en las propiedades y la geometría del material
La diferencia entre la presión de un solo eje y la presión de todos los ejes tiene profundas consecuencias para el componente final.
Densidad y uniformidad
El prensado uniaxial adolece de fricción en la pared de la matriz. A medida que el punzón superior comprime el polvo, la fricción entre las partículas de polvo y la pared rígida de la matriz se opone a la fuerza de compactación. Esto crea gradientes de densidad, donde la pieza es menos densa cerca de las paredes de la matriz y en el centro, lejos de los punzones.
El CIP elimina por completo la fricción de la pared de la matriz porque el "molde" es una membrana flexible que se mueve con el polvo. Esto da como resultado una pieza "en verde" con una densidad excepcionalmente alta y uniforme, libre de las tensiones internas causadas por los gradientes de densidad.
Complejidad de la forma
El prensado uniaxial se limita a formas bidimensionales simples que se pueden expulsar fácilmente de una matriz rígida. No puede producir piezas con socavados o cavidades internas complejas.
Dado que el CIP utiliza un molde flexible, se destaca en la producción de piezas con un alto grado de complejidad. Puede crear geometrías intrincadas, superficies cóncavas o convexas y huecos internos, a menudo produciendo una forma casi neta que requiere un mecanizado post-prensado mínimo.
Utilización de material
La capacidad del CIP para crear formas casi netas mejora significativamente la utilización del material. Se desperdicia menos materia prima en operaciones de mecanizado secundario en comparación con las simples "preformas" a menudo hechas con prensado uniaxial, que pueden requerir un extenso conformado posterior.
Entendiendo las compensaciones
Ninguno de los métodos es universalmente superior; la elección correcta depende enteramente de la aplicación específica y los objetivos de producción.
Velocidad y volumen de producción
El prensado uniaxial es un proceso excepcionalmente rápido, con tiempos de ciclo a menudo medidos en segundos. Es muy adecuado para líneas de fabricación automatizadas de gran volumen que producen millones de piezas idénticas.
El CIP es un proceso por lotes con tiempos de ciclo significativamente más lentos, que implican carga, sellado, presurización y descarga. Es más adecuado para componentes de menor volumen y mayor valor.
Herramientas y costos
Las matrices de acero rígidas para el prensado uniaxial son costosas de diseñar y fabricar, pero son extremadamente duraderas y pueden durar millones de ciclos.
Los moldes elastoméricos para CIP son generalmente menos costosos de crear, especialmente para formas complejas. Sin embargo, tienen una vida útil mucho más corta y deben reemplazarse con mayor frecuencia.
Precisión dimensional
El prensado uniaxial proporciona un excelente control dimensional a lo largo del eje de prensado. La altura de la pieza prensada se puede controlar con alta precisión.
Aunque las piezas CIP tienen una uniformidad de densidad superior, sus dimensiones finales pueden tener una variabilidad ligeramente mayor debido a la naturaleza del molde flexible. Las dimensiones después del sinterizado dependen en gran medida de lograr un llenado uniforme del polvo en el molde.
Tomando la decisión correcta para su aplicación
La selección del método de compactación correcto requiere equilibrar la necesidad de complejidad geométrica y propiedades del material con el volumen de producción y el costo.
- Si su objetivo principal es la producción de alto volumen y bajo costo de formas simples (discos, cilindros, anillos): El prensado uniaxial ofrece una velocidad y rentabilidad inigualables.
- Si su objetivo principal es lograr la máxima densidad uniforme en componentes complejos: El CIP es la opción ideal para eliminar defectos y tensiones internas.
- Si su objetivo principal es crear piezas con forma casi neta para minimizar el desperdicio de material y el post-mecanizado: El CIP proporciona la libertad geométrica necesaria para diseños intrincados.
- Si su objetivo principal es la creación de prototipos o tiradas de bajo volumen de piezas intrincadas: El menor costo de las herramientas del CIP para formas complejas lo convierte en un punto de partida más accesible.
En última instancia, elegir el proceso correcto comienza con una comprensión clara de los requisitos de ingeniería final de su componente.
Tabla resumen:
| Aspecto | Prensado uniaxial | Prensado isostático en frío (CIP) |
|---|---|---|
| Aplicación de la presión | Eje vertical único | Uniforme desde todas las direcciones |
| Uniformidad de la densidad | Menor, con gradientes | Alta y uniforme |
| Complejidad de la forma | Limitado a formas simples | Alta, para geometrías complejas |
| Velocidad de producción | Rápido, gran volumen | Más lento, proceso por lotes |
| Costo de las herramientas | Alto costo inicial | Menor costo inicial |
| Utilización de material | Menor, más desperdicio | Mayor, forma casi neta |
¿Tiene dificultades para elegir el método de compactación de polvos adecuado para su laboratorio? KINTEK se especializa en prensas de laboratorio, incluyendo prensas automáticas de laboratorio, prensas isostáticas y prensas de laboratorio calefactadas, diseñadas para satisfacer las necesidades únicas de los laboratorios. Nuestra experiencia garantiza que logre una densidad, uniformidad y eficiencia óptimas en sus procesos. Contáctenos hoy para discutir cómo nuestras soluciones pueden mejorar sus resultados de prueba y producción de materiales.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Prensa isostática caliente para la investigación de baterías de estado sólido Prensa isostática caliente
La gente también pregunta
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Cuál es el principio operativo fundamental de una Prensa Isostática en Frío (CIP) de laboratorio eléctrico? Lograr una uniformidad superior en la compactación de polvos
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas















