La clave para prevenir grietas durante la cocción no reside en el horno, sino en la etapa inicial de prensado. El Prensado Isostático en Frío (CIP) minimiza la distorsión al aplicar presión de manera uniforme desde todas las direcciones. Esto crea una pieza con una densidad consistente en toda su extensión, eliminando los puntos de tensión internos que de otro modo desgarrarían el componente durante la intensa contracción de la cocción.
El problema central del prensado tradicional es la densidad desigual, que provoca que diferentes partes de un componente se contraigan a ritmos distintos durante la cocción, lo que conduce a tensiones, deformaciones y agrietamientos. El CIP resuelve esto utilizando presión de fluido para compactar el polvo de material de manera uniforme, asegurando que la pieza se contraiga de forma predecible y mantenga su integridad.

La causa raíz de los defectos de cocción: gradientes de presión
Para entender por qué el CIP es tan efectivo, primero debemos examinar las deficiencias de su alternativa más común, el prensado uniaxial por troquel.
El defecto en el prensado uniaxial
En el prensado uniaxial, la fuerza se aplica desde una o dos direcciones, típicamente desde un punzón superior e inferior que comprime el polvo dentro de un troquel rígido.
Este método crea gradientes de densidad significativos. El polvo directamente debajo del punzón se vuelve muy denso, mientras que el polvo cerca del centro y en las paredes del troquel está menos compactado debido a la fricción interna.
Cómo la densidad desigual causa grietas
Cuando este cuerpo "verde" no uniforme se cuece (un proceso llamado sinterización), el material se consolida y se encoge.
Las regiones más densas se encogen menos, mientras que las regiones menos densas se encogen más. Esta contracción diferencial crea una inmensa tensión interna dentro del componente. Si la tensión supera la resistencia del material, se libera formando grietas o provocando la deformación de la pieza.
Cómo el CIP logra la uniformidad
El Prensado Isostático en Frío cambia fundamentalmente la forma en que se aplica la presión, abordando directamente la causa raíz de los defectos de cocción.
El principio de la presión isostática
El CIP implica colocar el polvo en un molde flexible y sellado y sumergirlo en una cámara de presión de fluido. Luego se aumenta la presión del fluido, compactando el polvo.
Según la Ley de Pascal, esta presión se transmite por igual e instantáneamente a todas las superficies del molde. No hay una dirección única de fuerza, solo un "apretón" uniforme y completo.
Creación de un cuerpo verde homogéneo
Debido a que la presión se aplica isostáticamente (desde todos los lados), la fricción se minimiza y el polvo se compacta a una densidad altamente uniforme en todo su volumen. No hay regiones significativas de alta o baja densidad.
El resultado: contracción predecible
Cuando un cuerpo verde homogéneo de un proceso CIP se cuece, se encoge de manera uniforme y predecible. Al no acumularse una tensión interna significativa por la contracción diferencial, los riesgos de agrietamiento, distorsión y deformación se eliminan virtualmente.
Esto hace del CIP el método ideal para piezas con geometrías complejas, relaciones de aspecto elevadas (largas y delgadas) o aquellas fabricadas con materiales avanzados sensibles a las tensiones internas.
Comprendiendo las compensaciones
Aunque el CIP proporciona una uniformidad superior, no está exento de limitaciones. La objetividad requiere reconocer los desafíos.
El desafío de la precisión dimensional
Lograr un control dimensional estricto directamente desde la prensa puede ser difícil. La forma final depende completamente del molde flexible, que puede deformarse ligeramente bajo presión.
Incluso con un molde bien diseñado, las piezas CIP a menudo requieren mecanizado o rectificado secundario para cumplir con tolerancias finales muy estrictas. La uniformidad radica en la densidad del material, no necesariamente en su precisión de forma neta.
Tiempo y complejidad del proceso
El prensado uniaxial tradicional es extremadamente rápido y fácilmente automatizable para la producción de alto volumen. Los ciclos de CIP son intrínsecamente más largos.
Sin embargo, los modernos sistemas CIP eléctricos pueden automatizar el proceso y reducir significativamente los tiempos de ciclo en comparación con los sistemas manuales más antiguos, lo que lo hace más viable para la producción en serie.
Tomando la decisión correcta para su objetivo
La selección del método de prensado correcto depende completamente de los requisitos específicos de su componente.
- Si su enfoque principal es la producción de alto volumen de formas simples: El prensado uniaxial tradicional es a menudo más rápido y rentable.
- Si su enfoque principal es la integridad estructural para piezas complejas: El CIP es la opción superior para prevenir defectos de cocción y asegurar propiedades uniformes del material.
- Si su enfoque principal es minimizar el post-procesamiento para componentes de alta precisión: Tenga en cuenta que las piezas CIP a menudo requieren un paso de mecanizado final para lograr tolerancias ajustadas.
Al comprender cómo la aplicación de presión afecta la densidad interna, puede elegir con confianza el proceso que garantiza que sus componentes sean robustos y dimensionalmente correctos.
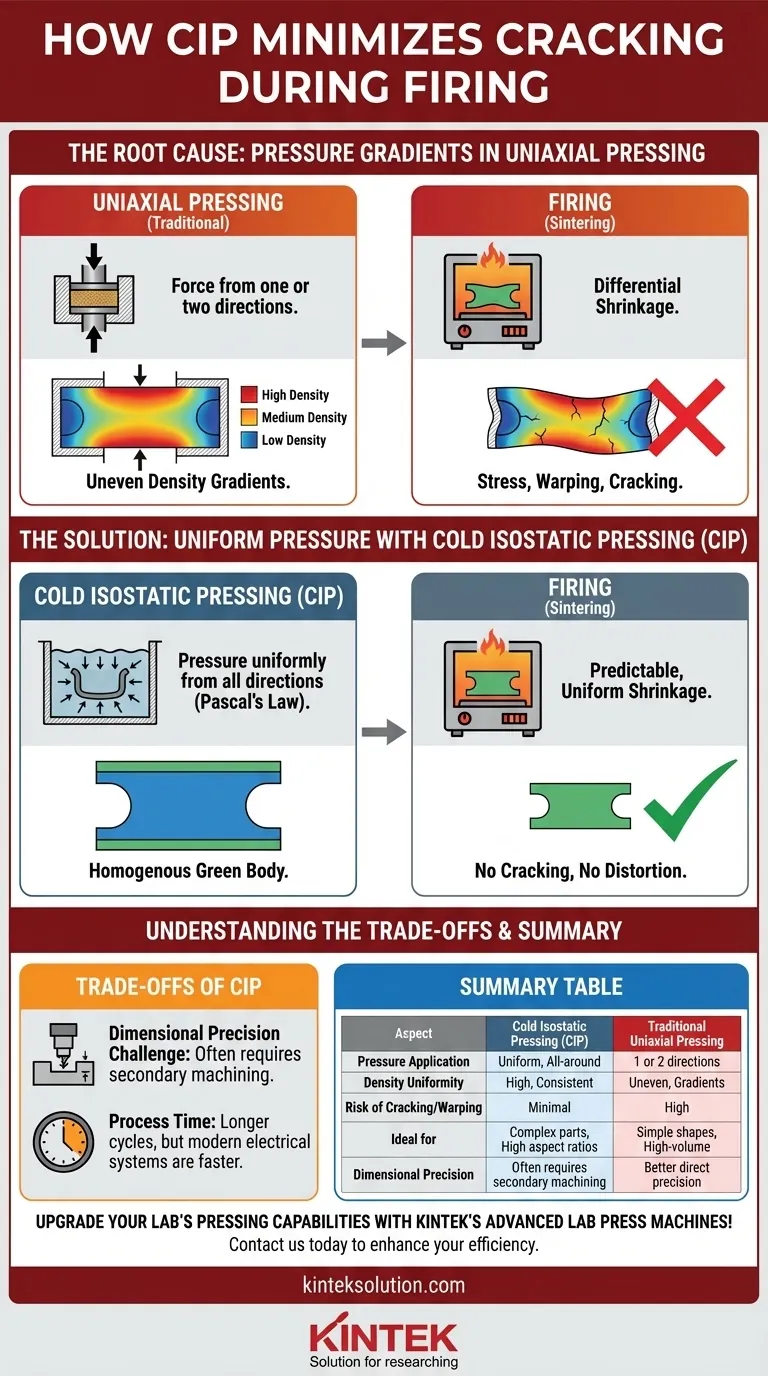
Tabla resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Uniaxial Tradicional |
|---|---|---|
| Aplicación de Presión | Uniforme desde todas las direcciones | Desde una o dos direcciones |
| Uniformidad de la Densidad | Alta y consistente | Desigual con gradientes |
| Riesgo de Agrietamiento/Deformación | Mínimo debido a la contracción uniforme | Alto debido a la contracción diferencial |
| Ideal para | Geometrías complejas, relaciones de aspecto elevadas | Formas simples, producción de alto volumen |
| Precisión Dimensional | A menudo requiere mecanizado secundario | Mejor precisión directa |
¡Mejore las capacidades de prensado de su laboratorio con las prensas de laboratorio avanzadas de KINTEK! Ya sea que necesite prensas de laboratorio automáticas, prensas isostáticas o prensas de laboratorio calentadas, nuestras soluciones brindan densidad uniforme y defectos de cocción reducidos para piezas complejas. Contáctenos hoy para discutir cómo podemos mejorar la eficiencia y la integridad del material de su laboratorio.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión








