En esencia, el Prensado Isostático en Frío (CIP) mejora las propiedades de los materiales al utilizar presión de fluido extrema y uniforme para compactar polvos en una forma sólida. Este proceso crea un "cuerpo verde" (un componente sin cocer) con una densidad excepcionalmente alta y uniforme, lo que se traduce directamente en una resistencia, consistencia y rendimiento superiores en la pieza final sinterizada.
El desafío fundamental en la creación de componentes de alto rendimiento a partir de polvos es eliminar los huecos internos y las variaciones de densidad. El CIP resuelve esto aplicando presión por igual desde todas las direcciones, asegurando que el material se consolide uniformemente antes de la etapa final de calentamiento, evitando así la formación de puntos débiles.

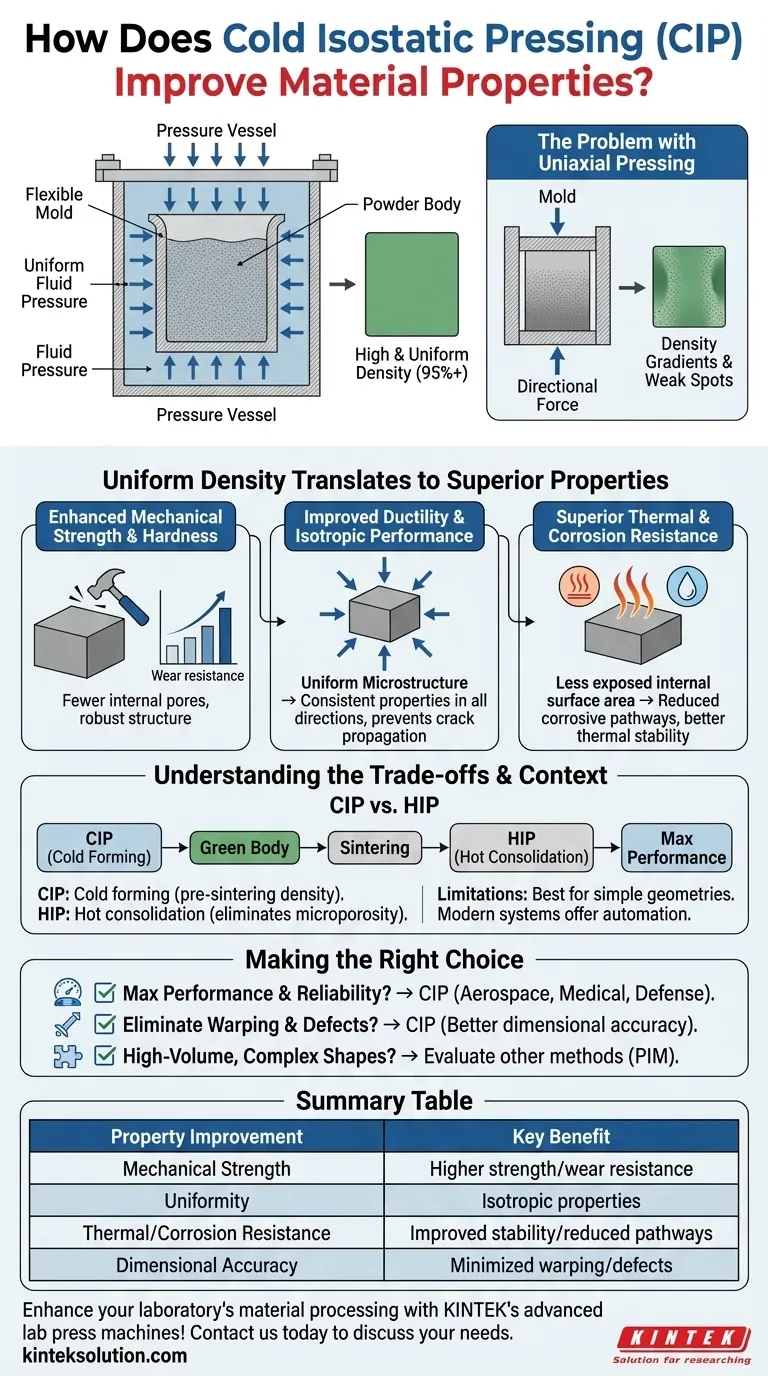
El Principio Central: Presión Uniforme para Densidad Uniforme
¿Qué es el Prensado Isostático en Frío?
El Prensado Isostático en Frío es una técnica de procesamiento de materiales donde un polvo se sella en un molde flexible y se sumerge en una cámara de fluido a alta presión. Luego, este fluido se presuriza, típicamente a miles de libras por pulgada cuadrada, comprimiendo el polvo en una masa coherente y sólida.
Imagine apretar un globo de agua sellado en sus manos. La presión que aplica se transmite por igual a cada punto de la superficie del globo. La presión isostática funciona de la misma manera, asegurando que el polvo se compacte uniformemente por todos lados, a diferencia del prensado uniaxial que solo comprime desde la parte superior e inferior.
El Beneficio Principal: Lograr Alta y Uniforme Densidad
La ventaja clave de la presión isostática es la eliminación de gradientes de densidad. En métodos de prensado más simples, el material más cercano al punzón es mucho más denso que el material en el centro, creando tensiones internas y puntos débiles.
El CIP evita esto por completo. Produce un "cuerpo verde" con una densidad uniforme muy alta que puede superar el 95% del máximo teórico del material. Esta densidad extrema previa al sinterizado es fundamental para la integridad final de la pieza.
Cómo la Densidad Uniforme se Traduce en Propiedades Superiores
Un cuerpo verde uniformemente denso sirve como un punto de partida superior para el tratamiento térmico final (sinterización), lo que lleva a características de material predecibles y mejoradas.
Resistencia Mecánica y Dureza Mejoradas
Con menos poros internos y sin regiones de baja densidad que actúen como puntos de falla, las piezas producidas por CIP exhiben una resistencia, dureza y resistencia al desgaste significativamente mayores. La estructura de partículas densa y entrelazada es simplemente más robusta y resistente a la deformación y la abrasión.
Ductilidad Mejorada y Rendimiento Isótropo
La microestructura uniforme creada por el CIP da como resultado propiedades isotrópicas, lo que significa que el material tiene las mismas características mecánicas (como resistencia y ductilidad) independientemente de la dirección en la que se mida. Esta uniformidad ayuda a prevenir la propagación de grietas, lo que lleva a una mejor ductilidad y resistencia al impacto.
Resistencia Superior Térmica y a la Corrosión
Un material denso tiene menos área de superficie interna expuesta. Esto reduce las vías para que los agentes corrosivos penetren la pieza, mejorando su resistencia a la corrosión. De manera similar, la falta de porosidad mejora la estabilidad térmica y la conductividad.
Comprendiendo las Ventajas y Desventajas y el Contexto
Aunque es potente, el CIP no es una solución universal. Comprender su contexto en relación con otros procesos es crucial para tomar decisiones de ingeniería informadas.
CIP vs. Prensado Isostático en Caliente (HIP)
El CIP y el HIP a menudo se confunden, pero sirven para diferentes propósitos.
- El CIP es un proceso de conformado en frío utilizado para crear un cuerpo verde denso a partir de polvo antes de la sinterización.
- El Prensado Isostático en Caliente (HIP) es un proceso de consolidación en caliente que aplica calor y presión simultáneamente. A menudo se utiliza después de un paso de conformado inicial (como CIP y sinterización) para eliminar cualquier microporosidad restante y lograr una densidad teórica del 100%. Son tecnologías complementarias utilizadas para lograr el máximo rendimiento.
Consideraciones y Limitaciones del Proceso
El CIP tradicional puede ser un proceso más lento y por lotes. Sin embargo, los sistemas CIP eléctricos modernos automatizan el ciclo, ofreciendo un control preciso de la presión y reduciendo significativamente el tiempo de conformado.
La limitación principal del CIP es la complejidad geométrica. Los moldes flexibles son más adecuados para piezas con geometrías más simples en comparación con las formas intrincadas posibles con métodos como el moldeo por inyección de metal (MIM).
Tomando la Decisión Correcta para su Aplicación
Utilice esta guía para determinar si el CIP se alinea con los objetivos principales de su proyecto.
- Si su enfoque principal es el máximo rendimiento y fiabilidad: El CIP, a menudo seguido de sinterización y HIP, es el camino definitivo para componentes críticos en la industria aeroespacial, médica y de defensa donde el fallo no es una opción.
- Si su enfoque principal es eliminar deformaciones y defectos: El CIP es una opción superior al prensado uniaxial, ya que su densificación uniforme minimiza la variación de la contracción durante la sinterización, lo que lleva a una mejor precisión dimensional.
- Si su enfoque principal son las formas complejas de alto volumen: Es posible que deba evaluar otros métodos como el moldeo por inyección de polvo, ya que el utillaje y los tiempos de ciclo del CIP pueden ser menos económicos para piezas muy intrincadas.
Al comenzar con una base de uniformidad casi perfecta, el Prensado Isostático en Frío le permite diseñar materiales que ofrecen un rendimiento predecible y superior.
Tabla Resumen:
| Mejora de la Propiedad | Beneficio Clave |
|---|---|
| Resistencia Mecánica | Mayor resistencia y resistencia al desgaste debido a menos poros internos |
| Uniformidad | Propiedades isotrópicas para un rendimiento constante en todas las direcciones |
| Resistencia Térmica/Corrosión | Estabilidad mejorada y vías de corrosión reducidas |
| Precisión Dimensional | Deformación y defectos minimizados para una mejor fiabilidad de la pieza |
¡Mejore el procesamiento de materiales de su laboratorio con las avanzadas máquinas de prensado de laboratorio de KINTEK! Especializados en prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio con calefacción, ofrecemos soluciones que aumentan la eficiencia, precisión y rendimiento para aplicaciones críticas. Contáctenos hoy para analizar cómo nuestro equipo puede satisfacer sus necesidades específicas e impulsar resultados superiores en sus proyectos.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Para qué se utilizan las capacidades de alta presión de las prensas isostáticas en frío eléctricas de laboratorio? Lograr una densidad superior y piezas complejas
- ¿Qué es la Prensa Isostática en Frío (CIP) de Laboratorio Eléctrica y cuál es su función principal? Lograr piezas de alta densidad uniforme
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Cómo contribuye el Prensado Isostático en Frío (CIP) eléctrico al ahorro de costes? Desbloquee la eficiencia y reduzca los gastos
- ¿Qué tipos de materiales se pueden compactar utilizando prensas isostáticas en frío de laboratorio eléctricas? Logre una densidad uniforme para metales, cerámicas y más
















