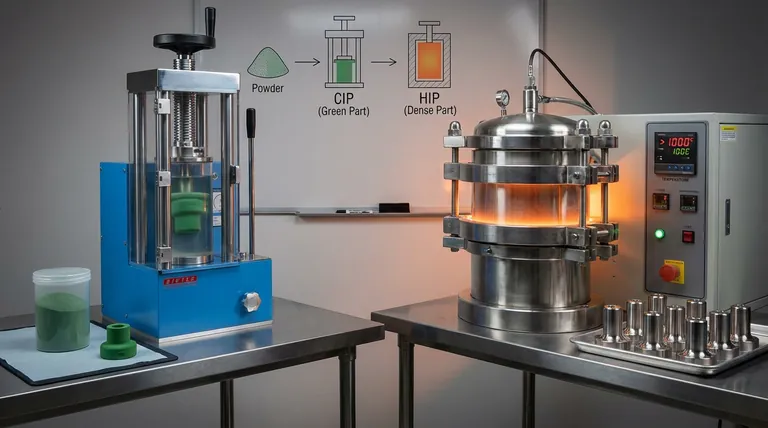
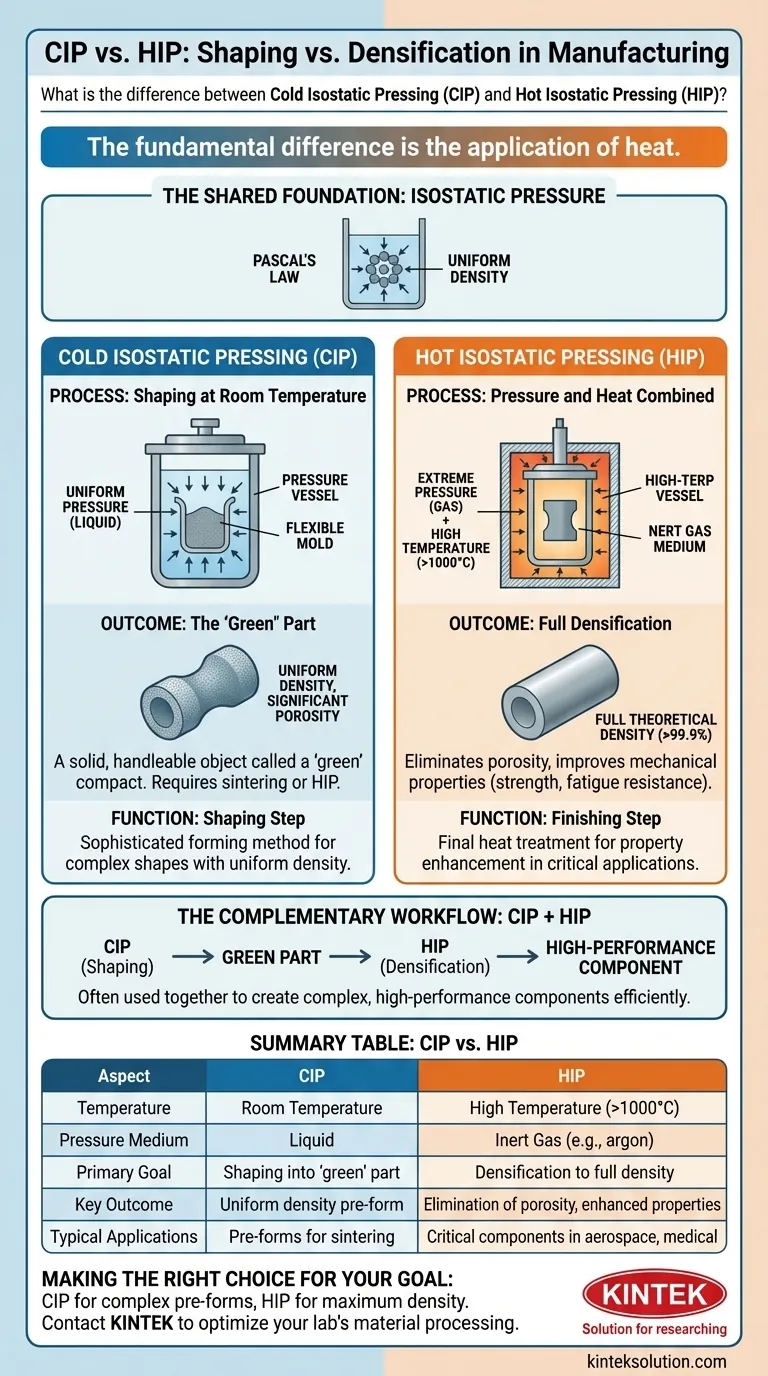
La diferencia fundamental entre el Prensado Isostático en Frío (CIP) y el Prensado Isostático en Caliente (HIP) es la aplicación de calor. El CIP utiliza presión uniforme a temperatura ambiente para compactar polvo en una forma sólida, conocida como pieza "en verde". Por el contrario, el HIP aplica simultáneamente presión extrema y altas temperaturas para eliminar la porosidad interna y crear un componente completamente denso y de alto rendimiento.
La elección entre estos métodos no se trata solo de la temperatura; es una decisión estratégica sobre la etapa de fabricación. El CIP es principalmente un proceso de conformado utilizado para crear una pieza intermedia uniforme, mientras que el HIP es un proceso de densificación utilizado para lograr las propiedades finales del material.
La Base Compartida: Presión Isostática
¿Qué es el Prensado Isostático?
Todo el prensado isostático se basa en la Ley de Pascal, que establece que la presión aplicada a un fluido encerrado se transmite uniformemente en todas direcciones.
En la fabricación, esto significa colocar un componente, típicamente hecho de polvo, dentro de un recipiente a presión. Un medio fluido luego aplica presión igual desde todos los lados, asegurando una compactación altamente uniforme.
El Objetivo: Densidad Uniforme
A diferencia del prensado uniaxial (prensado desde una o dos direcciones), que puede crear variaciones de densidad, el prensado isostático minimiza estas diferencias. Esta uniformidad es crítica para prevenir deformaciones o agrietamientos en etapas de calentamiento posteriores y para lograr propiedades finales predecibles.
Una Mirada Más Detallada al Prensado Isostático en Frío (CIP)
El Proceso: Conformado a Temperatura Ambiente
En el CIP, un material en polvo se sella en un molde flexible y elastomérico hecho de caucho, uretano o PVC. Este molde sellado se sumerge luego en un recipiente a presión lleno de líquido.
El recipiente se presuriza, típicamente a temperatura ambiente, haciendo que el líquido comprima el molde de manera uniforme. Esto compacta el polvo en un objeto sólido que mantiene la forma del molde.
El Resultado: La Pieza "en Verde"
El resultado del CIP no es un componente terminado. Es un objeto sólido y manejable llamado compacto "en verde".
Esta pieza en verde es uniformemente densa pero aún contiene una cantidad significativa de porosidad. Tiene la forma deseada pero carece de la resistencia y propiedades finales, lo que requiere un proceso posterior de alta temperatura como la sinterización o el HIP para volverse completamente densa.
Una Mirada Más Detallada al Prensado Isostático en Caliente (HIP)
El Proceso: Presión y Calor Combinados
El HIP tiene lugar en un horno de alta temperatura que también es un recipiente a presión. En lugar de un líquido, el medio de presión es un gas inerte a alta presión, como el argón.
Los componentes se calientan a temperaturas extremas, a menudo superiores a 1000 °C, ablandando el material. Simultáneamente, se aplica una inmensa presión de gas, colapsando cualquier vacío o poro interno dentro del material.
El Resultado: Densificación Completa
El propósito del HIP es lograr la densidad teórica completa, a menudo superior al 99.9%. Al eliminar la porosidad interna, el proceso mejora drásticamente las propiedades mecánicas como la resistencia, la resistencia a la fatiga y la durabilidad.
El HIP se utiliza en piezas que ya han sido formadas, como piezas en verde de CIP, componentes presinterizados o incluso piezas de fundición de metal, para curar defectos internos y maximizar el rendimiento.
Entendiendo las Ventajas y la Relación
El CIP es un Paso de Conformado
Piense en el CIP como un método de conformado sofisticado. Su principal ventaja es producir formas complejas con una densidad altamente uniforme antes de aplicar cualquier calor. Esto lo convierte en un paso preparatorio ideal para crear preformas de alta calidad.
El HIP es un Paso de Acabado
Piense en el HIP como un tratamiento térmico final que perfecciona la estructura interna del material. Su valor radica en la mejora de las propiedades, no en el conformado inicial. Es el proceso de referencia para aplicaciones críticas donde el fallo del material no es una opción, como en la industria aeroespacial o implantes médicos.
El Flujo de Trabajo Complementario: CIP + HIP
El CIP y el HIP no son siempre opciones mutuamente excluyentes; a menudo trabajan juntos en una potente secuencia. Un fabricante puede usar CIP para crear una pieza verde compleja y luego usar HIP para consolidar esa pieza a densidad total. Este proceso de dos pasos aprovecha las fortalezas de ambos métodos para crear componentes complejos y de alto rendimiento de manera eficiente.
Tomando la Decisión Correcta para su Objetivo
La selección del proceso correcto requiere una comprensión clara de los requisitos de uso final de su componente.
- Si su enfoque principal es crear una preforma compleja con densidad uniforme para una sinterización posterior: El CIP es la opción más eficaz y económica.
- Si su enfoque principal es lograr la máxima densidad y propiedades mecánicas superiores en una pieza terminada: El HIP es el proceso necesario para eliminar la porosidad y maximizar el rendimiento.
- Si su enfoque principal es fabricar una pieza compleja para una aplicación de misión crítica: La combinación de usar CIP para el conformado seguido de HIP para la densificación es a menudo el camino óptimo.
Comprender esta distinción transforma su elección de una simple preferencia de temperatura en una decisión estratégica sobre todo el ciclo de vida de fabricación de su componente.
Tabla Resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura (ej. >1000°C) |
| Medio de Presión | Líquido | Gas inerte (ej. argón) |
| Objetivo Principal | Conformado en pieza 'en verde' | Densificación a densidad total |
| Resultado Clave | Preforma de densidad uniforme | Eliminación de porosidad, propiedades mejoradas |
| Aplicaciones Típicas | Preformas para sinterización | Componentes críticos en aeroespacial, medicina |
¿Listo para optimizar el procesamiento de materiales de su laboratorio? KINTEK se especializa en máquinas de prensa de laboratorio, incluyendo prensas de laboratorio automáticas, prensas isostáticas y prensas de laboratorio calentadas, diseñadas para satisfacer las necesidades de los laboratorios para dar forma y densificar materiales con precisión y eficiencia. Ya sea que esté trabajando con CIP para preformas uniformes o HIP para componentes de alto rendimiento, nuestras soluciones pueden mejorar su flujo de trabajo y resultados. Contáctenos hoy para discutir cómo podemos apoyar sus requisitos específicos e impulsar sus innovaciones.
Guía Visual
Productos relacionados
- Prensa isostática en frío eléctrica de laboratorio Máquina CIP
- Máquina CIP de prensado isostático en frío de laboratorio con división eléctrica
- Máquina automática CIP de prensado isostático en frío para laboratorio
- Manual de prensado isostático en frío CIP máquina de pellets de prensa
- Moldes de prensado isostático de laboratorio para moldeo isostático
La gente también pregunta
- ¿Qué papel juegan las prensas isostáticas en frío de laboratorio eléctricas en contextos industriales? Uniendo I+D y Fabricación con Precisión
- ¿Cuáles son las aplicaciones de las prensas isostáticas en frío de laboratorio eléctricas en entornos de investigación? Avance en I+D de materiales con P.I.C. de alta presión
- ¿Cuáles son las características de las soluciones estándar de laboratorio eléctrico CIP listas para usar? Logre un procesamiento inmediato y rentable
- ¿Qué opciones de personalización están disponibles para las prensas isostáticas en frío eléctricas de laboratorio? Adapte la presión, el tamaño y la automatización a su laboratorio
- ¿Cuál es el principio operativo fundamental de una Prensa Isostática en Frío (CIP) de laboratorio eléctrico? Lograr una uniformidad superior en la compactación de polvos
















